铸件表面质量验收规程编制:审核:批准目录1、目的12、适用范围23、引用标准24、验收方案及检验频次25、验收项目及标准25
1铸件表面缺陷的检验22345
2铸件尺寸的检验55785
3铸件重量检验85
4表面粗糙度检验85
5表面清理质量检验106、其他验收要求101、目的为加强本公司对外协铸件的质量控制,保证本公司产品的外观质量及加工性能,特制订铸件表面质量验收规程
2、适用范围本规范适用于公司所有采用砂型铸造,黑色和有色合金铸件的外观质量验收,包括表面缺陷、尺寸精度、重量偏差、表面粗糙度的验收
3、引用标准(1)JB/T5000
4-2007重型机械通用技术条件第4部分铸铁件(2)JB/T5000
6-2007重型机械通用技术条件第6部分铸钢件(3)GB6414-1999铸件尺寸公差与机械加工余量(4)GB/T6060
1-1997表面粗糙度比较样块
(5)GB/T15056-1994铸造表面粗糙度评定方法
(6)Q/XC5101-2001铸铁件通用技术条件
4、验收方案及检验频次4
1表面缺陷项目为全检项,样件首检和批量供货,均要进行逐个检验,检验频次为100%
2关键尺寸实行100%全检,非关键尺寸抽检10%
4重量偏差与表面粗糙度的验收根据具体技术要求执行,无要求时可不做检验
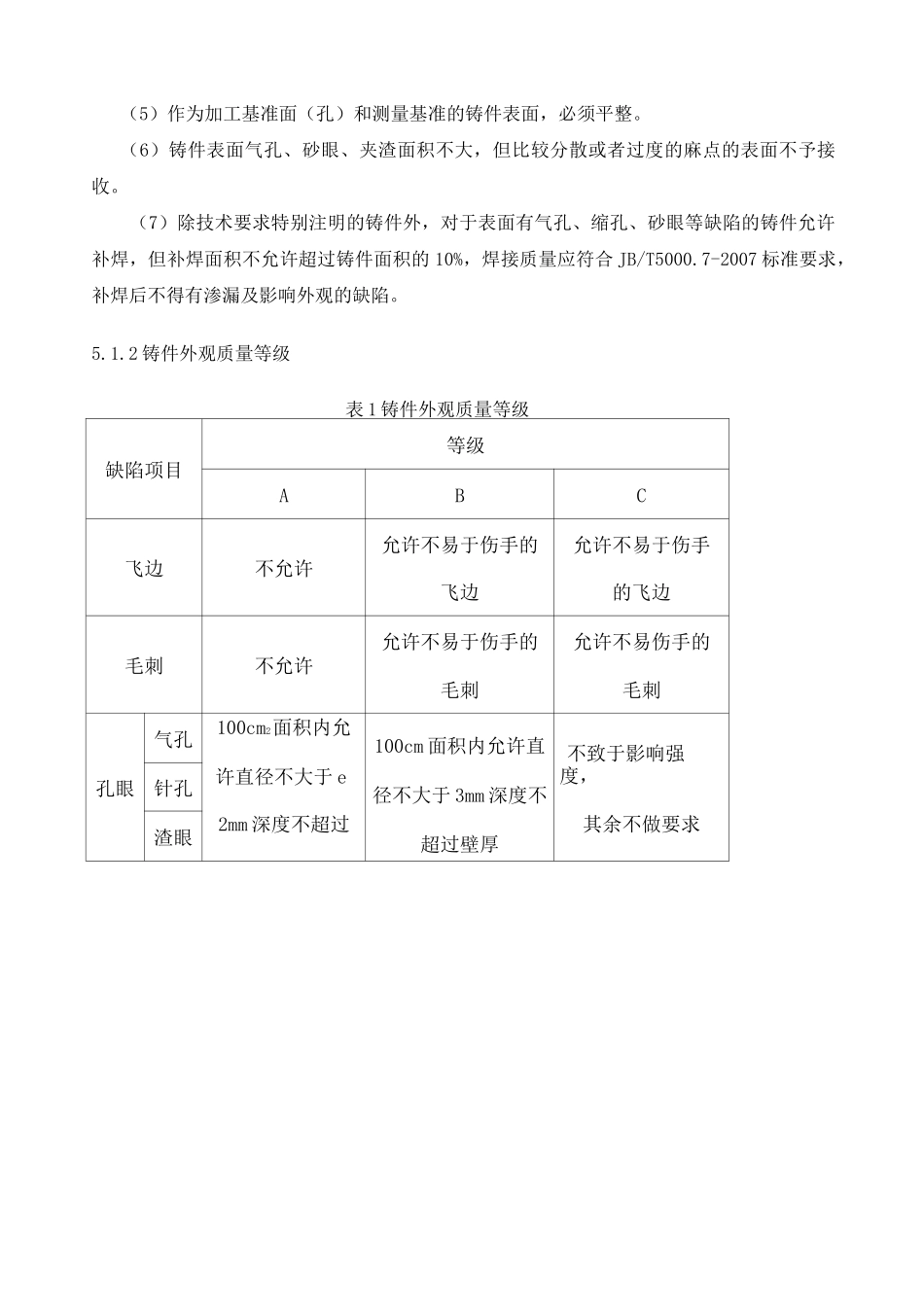
5、验收项目及标准铸件的表面质量主要包括铸件的表面缺陷、尺寸精度、重量偏差、形状偏差、表面粗糙度和铸件表面清理质量等
1铸件表面缺陷的检验5
1表面缺陷检验一般要求(1)铸件非加工表面上的浇冒口应尽可能清理得与铸件表面同样平整,加工面上的浇冒口残留量应符合技术要求,若无要求,则按表8执行
(2)在铸件上不允许有裂纹、通孔、穿透性的冷隔和穿透性的缩松、夹渣等机械加工不能去除的缺陷
(3)铸件非加工表面的毛刺、披缝、型砂、砂芯等应清理干净
(4)铸件一般待加工表面,允许有不超