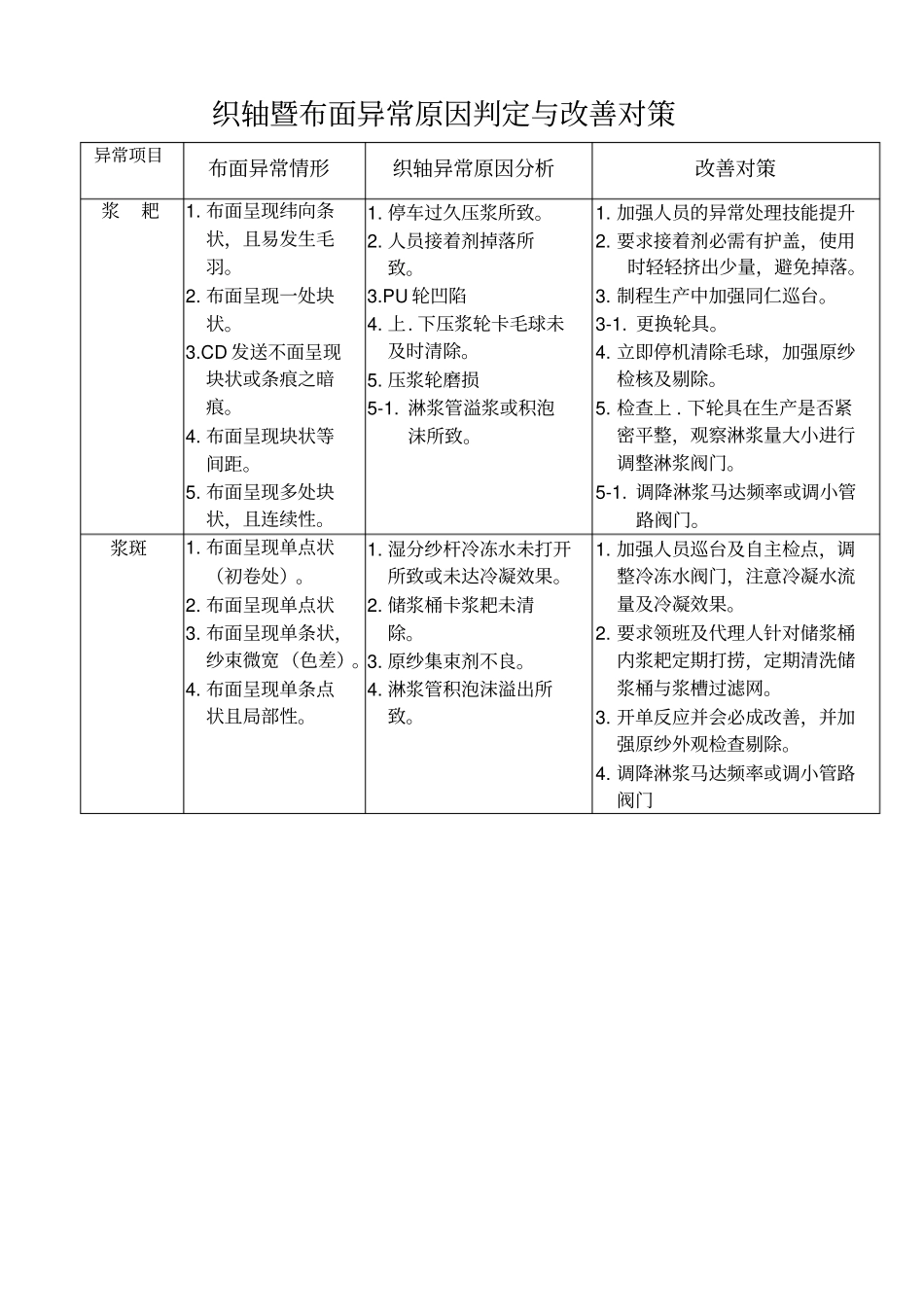
织轴暨布面异常原因判定与改善对策异常项目布面异常情形织轴异常原因分析改善对策浆耙1
布面呈现纬向条状,且易发生毛羽
布面呈现一处块状
CD发送不面呈现块状或条痕之暗痕
布面呈现块状等间距
布面呈现多处块状,且连续性
停车过久压浆所致
人员接着剂掉落所致
PU轮凹陷4
下压浆轮卡毛球未及时清除
压浆轮磨损5-1
淋浆管溢浆或积泡沫所致
加强人员的异常处理技能提升2
要求接着剂必需有护盖,使用时轻轻挤出少量,避免掉落
制程生产中加强同仁巡台
立即停机清除毛球,加强原纱检核及剔除
下轮具在生产是否紧密平整,观察淋浆量大小进行调整淋浆阀门
调降淋浆马达频率或调小管路阀门
布面呈现单点状(初卷处)
布面呈现单点状3
布面呈现单条状,纱束微宽(色差)
布面呈现单条点状且局部性
湿分纱杆冷冻水未打开所致或未达冷凝效果
储浆桶卡浆耙未清除
原纱集束剂不良
淋浆管积泡沫溢出所致
加强人员巡台及自主检点,调整冷冻水阀门,注意冷凝水流量及冷凝效果
要求领班及代理人针对储浆桶内浆耙定期打捞,定期清洗储浆桶与浆槽过滤网
开单反应并会必成改善,并加强原纱外观检查剔除
调降淋浆马达频率或调小管路阀门上浆不良1
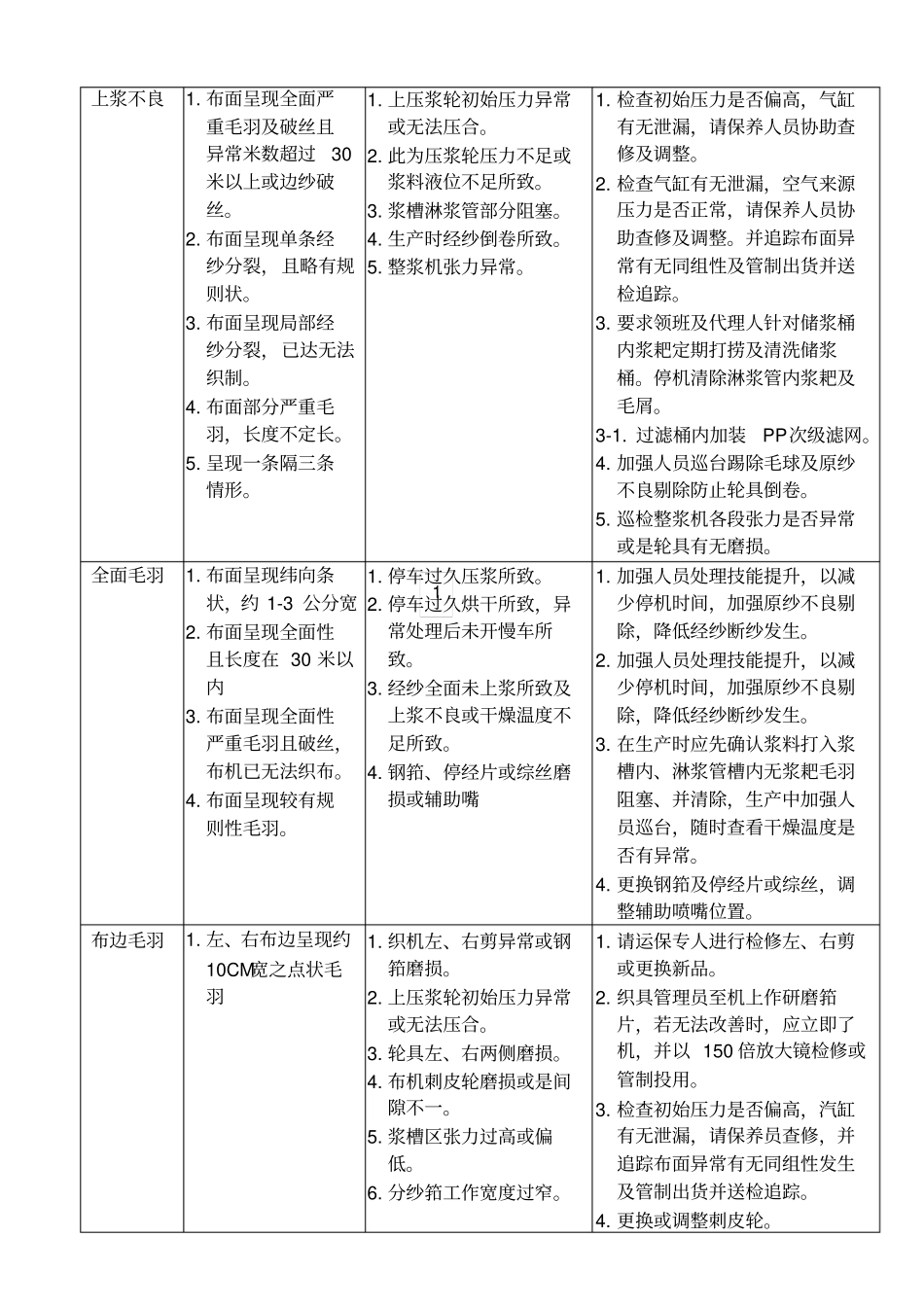
布面呈现全面严重毛羽及破丝且异常米数超过30米以上或边纱破丝
布面呈现单条经纱分裂,且略有规则状
布面呈现局部经纱分裂,已达无法织制
布面部分严重毛羽,长度不定长
呈现一条隔三条情形
上压浆轮初始压力异常或无法压合
此为压浆轮压力不足或浆料液位不足所致
浆槽淋浆管部分阻塞
生产时经纱倒卷所致
整浆机张力异常
检查初始压力是否偏高,气缸有无泄漏,请保养人员协助查修及调整
检查气缸有无泄漏,空气来源压力是否正常,请保养人员协助