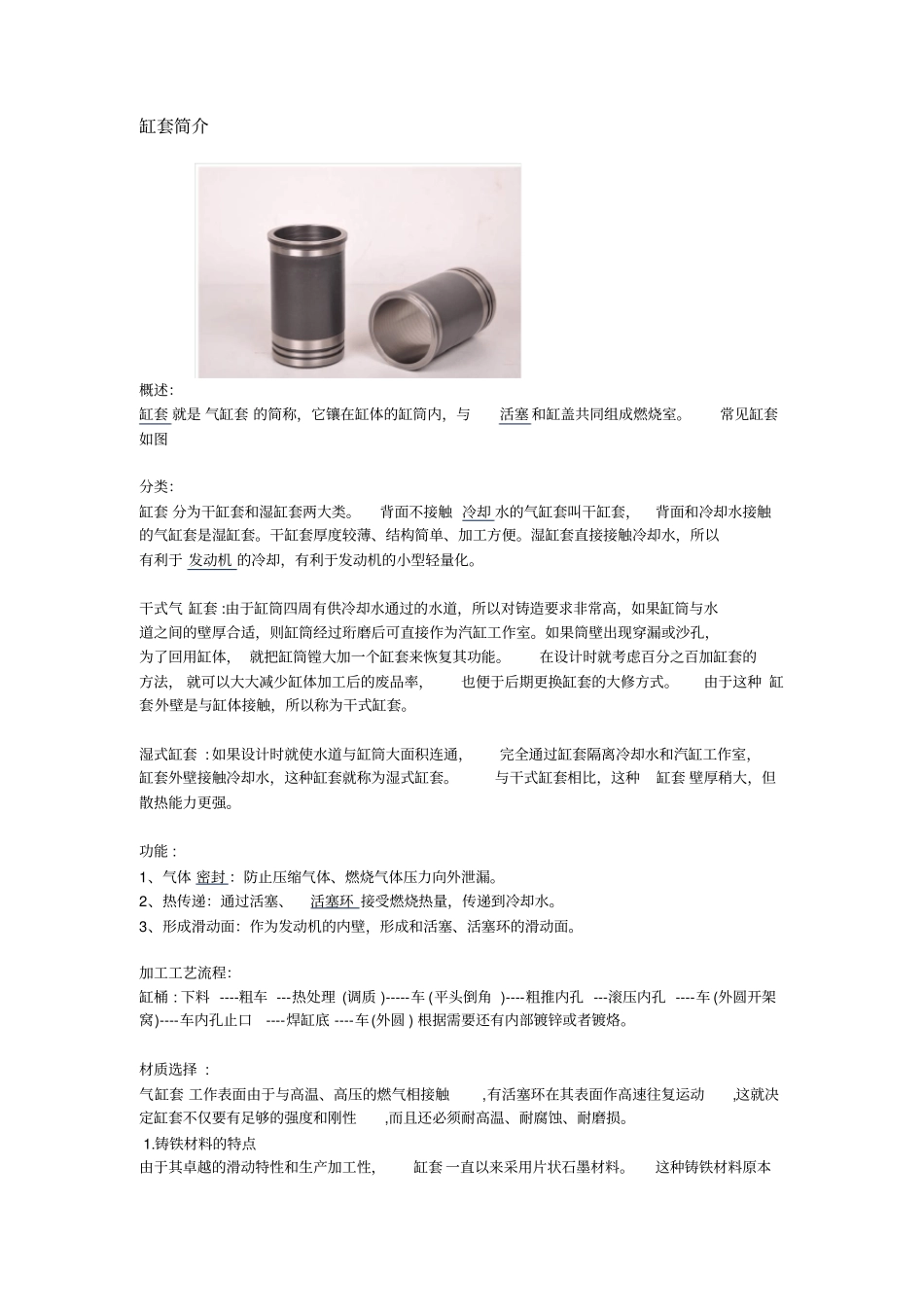
缸套简介概述:缸套就是气缸套的简称,它镶在缸体的缸筒内,与活塞和缸盖共同组成燃烧室
常见缸套如图分类:缸套分为干缸套和湿缸套两大类
背面不接触冷却水的气缸套叫干缸套,背面和冷却水接触的气缸套是湿缸套
干缸套厚度较薄、结构简单、加工方便
湿缸套直接接触冷却水,所以有利于发动机的冷却,有利于发动机的小型轻量化
干式气缸套:由于缸筒四周有供冷却水通过的水道,所以对铸造要求非常高,如果缸筒与水道之间的壁厚合适,则缸筒经过珩磨后可直接作为汽缸工作室
如果筒壁出现穿漏或沙孔,为了回用缸体,就把缸筒镗大加一个缸套来恢复其功能
在设计时就考虑百分之百加缸套的方法,就可以大大减少缸体加工后的废品率,也便于后期更换缸套的大修方式
由于这种缸套外壁是与缸体接触,所以称为干式缸套
湿式缸套:如果设计时就使水道与缸筒大面积连通,完全通过缸套隔离冷却水和汽缸工作室,缸套外壁接触冷却水,这种缸套就称为湿式缸套
与干式缸套相比,这种缸套壁厚稍大,但散热能力更强
功能:1、气体密封:防止压缩气体、燃烧气体压力向外泄漏
2、热传递:通过活塞、活塞环接受燃烧热量,传递到冷却水
3、形成滑动面:作为发动机的内壁,形成和活塞、活塞环的滑动面
加工工艺流程:缸桶:下料----粗车---热处理(调质)-----车(平头倒角)----粗推内孔---滚压内孔----车(外圆开架窝)----车内孔止口----焊缸底----车(外圆)根据需要还有内部镀锌或者镀烙
材质选择:气缸套工作表面由于与高温、高压的燃气相接触,有活塞环在其表面作高速往复运动,这就决定缸套不仅要有足够的强度和刚性,而且还必须耐高温、耐腐蚀、耐磨损
铸铁材料的特点由于其卓越的滑动特性和生产加工性,缸套一直以来采用片状石墨材料
这种铸铁材料原本是为了满足耐磨性和强度的需要,虽然通过添加合金拥有硬质珠光体基体和较细石墨,但为了再提高性能,于是,近年来,分散硬