-1-贵阳高原矿山机械股份有限公司企业标准紧固件进厂检验规程1目的规范及指导检验人员对紧固件的进厂检验工作,确保紧固件的质量
2适用范围本规程适用于紧固件的进厂检验
3检验依据标准GB/T5783《六角头螺栓一全螺纹一A和B级》标准GB/T6170《1型六角头螺母一A和B级》标准GB/T6171《1型六角头螺母一细牙一A和B级》标准GB93《标准型弹簧垫圈》4抽样4
1抽样方法对于批量,按5%进行抽样,如全部合格,则批件合格;其中有不合格者,加倍抽检;仍有不合格,则该批不合格
5检验内容及方法5
1供方资质检查检查供方提供的产品质量合格证书、合格的质量保证体系证书
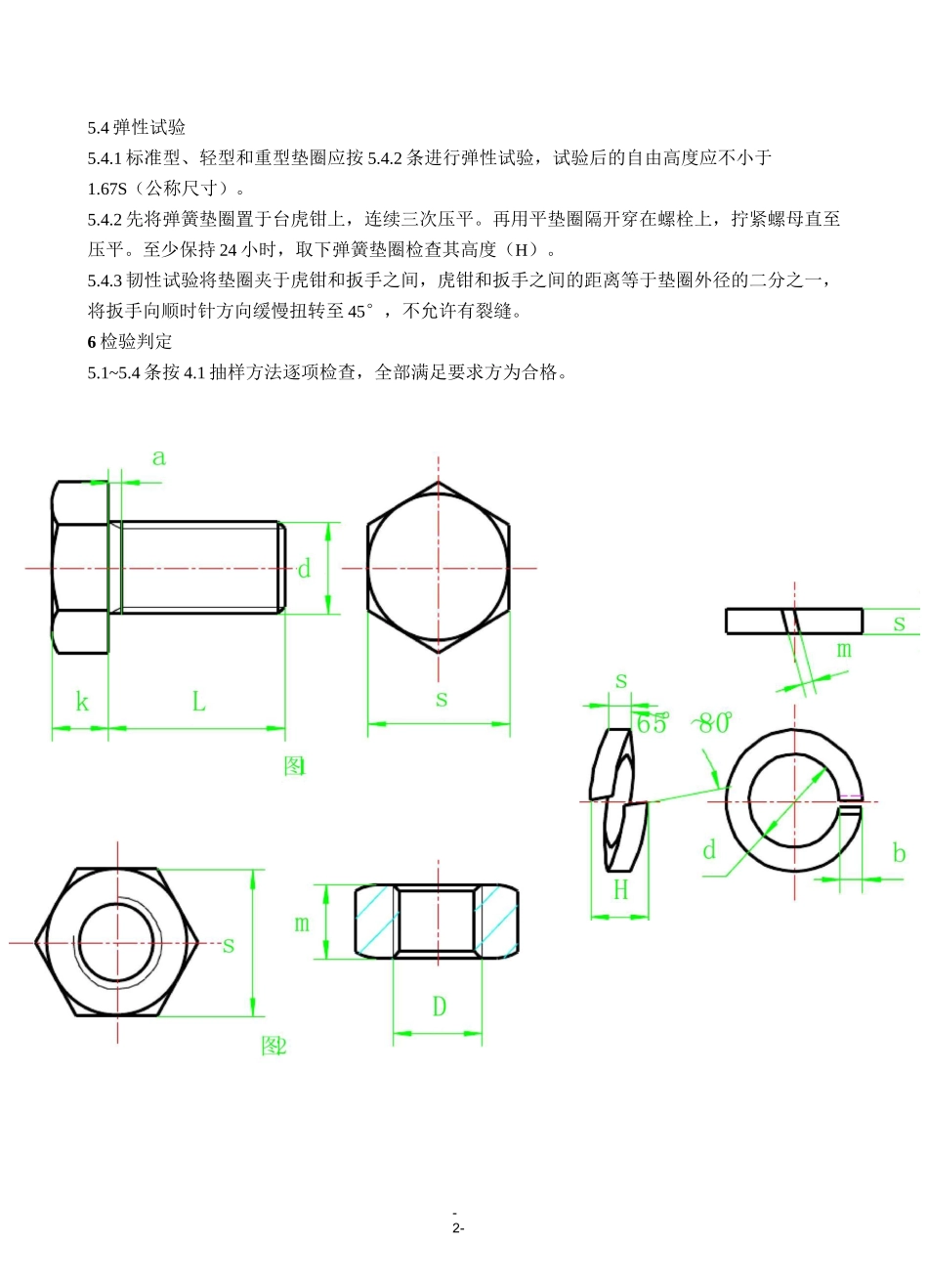
2螺栓、螺母外观、尺寸检查5
1用游标卡尺、钢板尺和卷尺进行尺寸检查应符合表1、表2、表3的规定
2表面质量检查目测螺栓头、螺母表面等级标识,螺栓、螺母的螺纹表面不允许有妨碍螺纹自由旋入的碰伤和毛刺;不允许有影响使用的双牙尖,划痕和扣不完整,不允许有影响使用的凹痕、毛刺、裂纹、斑疤、条痕和氧化皮,不允许有浮锈和烧伤
3硬度试验只用与于螺栓8
8级,用洛氏硬度机测量其硬度,测量值应符合dWM16HRC为22〜32;d>M16HRC为25〜35
3垫圈外观、尺寸检查5
1目测垫圈表面不允许有裂缝、浮锈和氧化皮
不允许有影响使用的纵向裂缝、凹痕、毛刺
2用游标卡尺和台秤检查尺寸和重量,结果应符合表4的规定
贵阳高原矿山机械股份有限公司2013-04-10批准2013-04-15实施-2-5
4弹性试验5
1标准型、轻型和重型垫圈应按5
2条进行弹性试验,试验后的自由高度应不小于1
67S(公称尺寸)
2先将弹簧垫圈置于台虎钳上,连续三次压平
再用平垫圈隔开穿在螺栓上,拧紧螺母直至压平
至少保持24小时,取下弹簧垫圈检查其高度(H)
3韧性试验将垫圈夹于虎钳