1车床拨叉加工工艺图车床拨叉1、零件图样分析1)拨叉右端两侧面,对基准孔轴线A的垂直度公差为0
2)拨叉右端R20mm为少半圆孔,其端面与孔中心相距2mm
3)零件材料ZG45
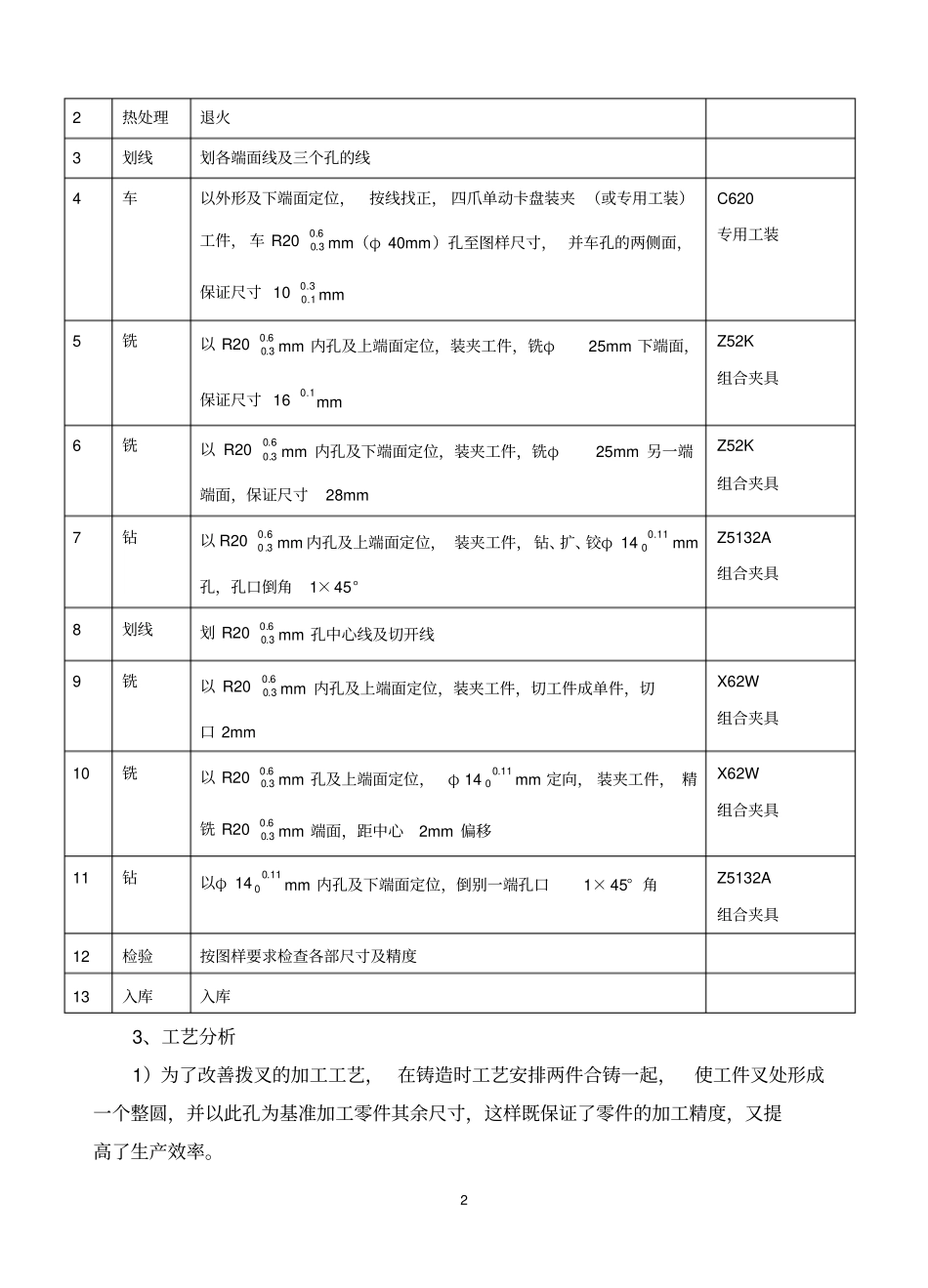
2、车床拨叉机械加工工艺过程卡(表1)表1车床拨叉机械加工工艺过程卡工序号工序名称工序内容工艺装备1铸精密铸造,两件合铸(工艺需要)22热处理退火3划线划各端面线及三个孔的线4车以外形及下端面定位,按线找正,四爪单动卡盘装夹(或专用工装)工件,车R206
0mm(φ40mm)孔至图样尺寸,并车孔的两侧面,保证尺寸103
0mmC620专用工装5铣以R206
0mm内孔及上端面定位,装夹工件,铣φ25mm下端面,保证尺寸161
0mmZ52K组合夹具6铣以R206
0mm内孔及下端面定位,装夹工件,铣φ25mm另一端端面,保证尺寸28mmZ52K组合夹具7钻以R206
0mm内孔及上端面定位,装夹工件,钻、扩、铰φ1411
00mm孔,孔口倒角1×45°Z5132A组合夹具8划线划R206
0mm孔中心线及切开线9铣以R206
0mm内孔及上端面定位,装夹工件,切工件成单件,切口2mmX62W组合夹具10铣以R206
0mm孔及上端面定位,φ1411
00mm定向,装夹工件,精铣R206
0mm端面,距中心2mm偏移X62W组合夹具11钻以φ1411
00mm内孔及下端面定位,倒别一端孔口1×45°角Z5132A组合夹具12检验按图样要求检查各部尺寸及精度13入库入库3、工艺分析1)为了改善拨叉的加工工艺,在铸造时工艺安排两件合铸一起,使工件叉处形成一个整圆,并以此孔为基准加工零件其余尺寸,这样既保证了零件的加工精度,又提高了生产效率
32)φ1411
00mm孔也可用车削方法加工、端铣方法加工
3)拨叉右端两侧面,对基准孔轴线A的垂直度