车灯反射镜用BMC配方设计探讨一、概论1
BMC(BulkMoldingCompound)又叫团状模塑料,是由不饱和聚酯树脂和其他充填材料、增强材料、固化剂、脱模剂、低收缩剂等经充分混炼捏合后而得到的团状予混物
其生产工艺见图1:树脂体系填料体系固化体系经充分混合内脱模剂树脂糊混炼捏合低收缩剂BMC材料颜料色浆玻璃纤维后加入其他助剂图1BMC生产工艺作为热固性塑料的一种,BMC具有良好的尺寸精度、良好的耐热性和优异的绝缘性能,从而被广泛的应用于马达塑封、汽车部品、断路器及精密部件成型当中
国外自八十年代以来,汽车部品中轿车前大灯反光罩使用BMC材料成型占了相当大的比重,主要是由于BMC相比金属或热塑性材料来说具有以下特点:①BMC制车灯反光罩可以达到理想的光滑平整表面,反光光型稳定;②BMC制品本身具备良好的尺寸稳定性,线膨胀系数较小而且耐热变形温度较高;③BMC流动性较好,可以低压成型,可以适应形状比较复杂的模具;④BMC有良好的机械性能和绝缘性能
车灯注射成型具有自动化程度高,成型周期短,复杂制件的成型工艺性良好等特点,随着国内汽车工业的发展,该成型工艺也越来越多的被车灯生产企业所采用
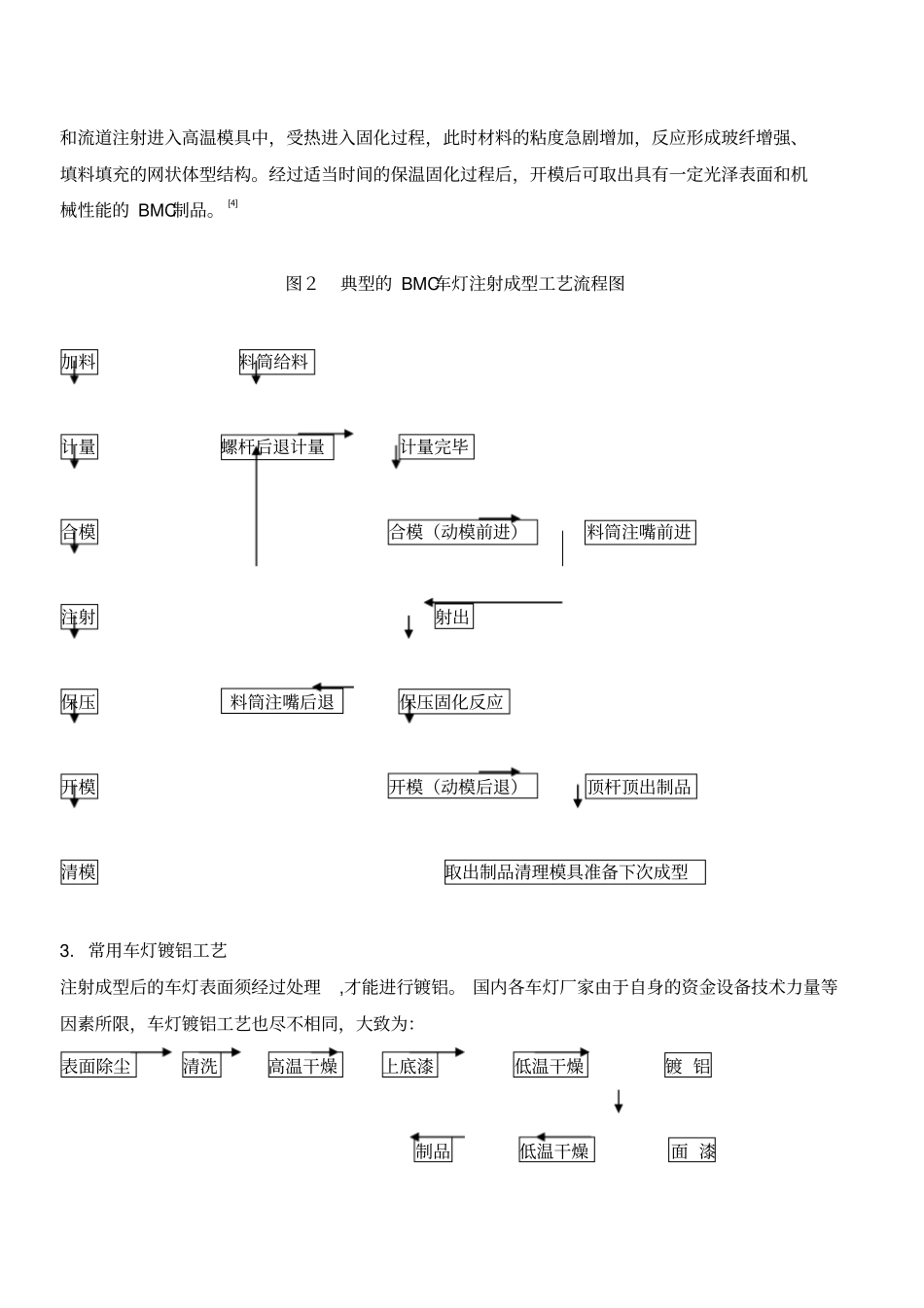
BMC的注射成型过程是:将已予混好的BMC料团加入具有一定温度的料筒中受热软化,材料随螺杆的旋转而不断受到剪切、摩擦而继续升温,使BMC继续软化呈粘流状态,然后在压力下经喷嘴和流道注射进入高温模具中,受热进入固化过程,此时材料的粘度急剧增加,反应形成玻纤增强、填料填充的网状体型结构
经过适当时间的保温固化过程后,开模后可取出具有一定光泽表面和机械性能的BMC制品
[4]图2典型的BMC车灯注射成型工艺流程图加料料筒给料计量螺杆后退计量计量完毕合模合模(动模前进)料筒注嘴前进注射射出保压料筒注嘴后退保压固化反应开模开模(动模后退)顶杆顶出制品清模取出制品清理模具准备下次成型3