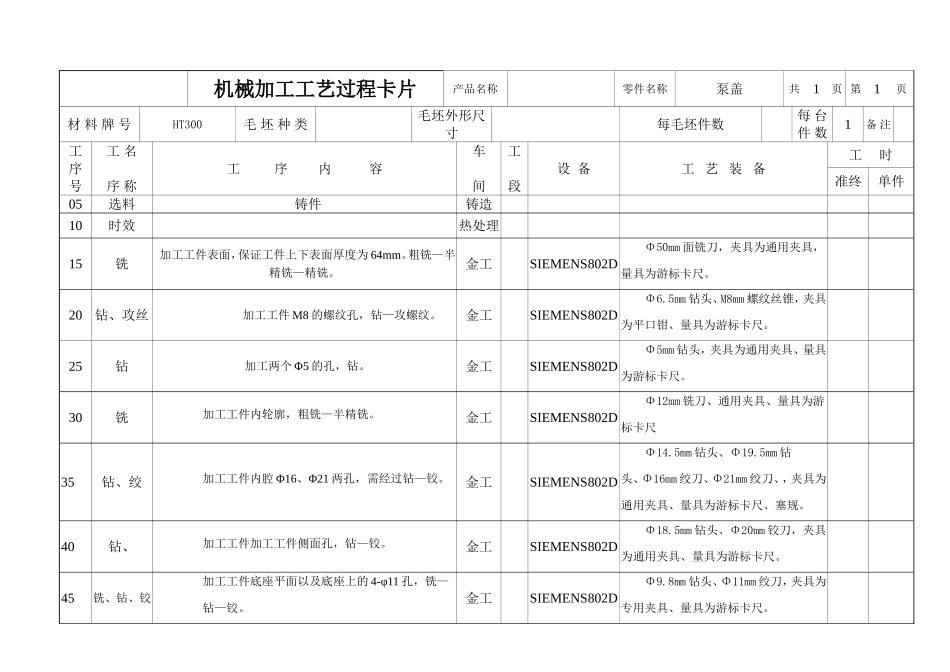
齿轮泵体机械加工工艺规程陕西国防工业职业技术学院产品型号零件图号机械加工工艺过程卡片产品名称零件名称泵盖共1页第1页材料牌号HT300毛坯种类毛坯外形尺寸每毛坯件数每台件数1备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件05选料铸件铸造10时效热处理15铣加工工件表面,保证工件上下表面厚度为64mm
粗铣—半精铣—精铣
金工SIEMENS802DΦ50mm面铣刀,夹具为通用夹具,量具为游标卡尺
20钻、攻丝加工工件M8的螺纹孔,钻—攻螺纹
金工SIEMENS802DΦ6
5mm钻头、M8mm螺纹丝锥,夹具为平口钳、量具为游标卡尺
25钻加工两个Φ5的孔,钻
金工SIEMENS802DΦ5mm钻头,夹具为通用夹具、量具为游标卡尺
30铣加工工件内轮廓,粗铣—半精铣
金工SIEMENS802DΦ12mm铣刀、通用夹具、量具为游标卡尺35钻、绞加工工件内腔Φ16、Φ21两孔,需经过钻—铰
金工SIEMENS802DΦ14
5mm钻头、Φ19
5mm钻头、Φ16mm绞刀、Φ21mm绞刀、,夹具为通用夹具、量具为游标卡尺、塞规
40钻、加工工件加工工件侧面孔,钻—铰
金工SIEMENS802DΦ18
5mm钻头、Φ20mm铰刀,夹具为通用夹具、量具为游标卡尺
45铣、钻、铰加工工件底座平面以及底座上的4-φ11孔,铣—钻—铰
金工SIEMENS802DΦ9
8mm钻头、Φ11mm绞刀,夹具为专用夹具、量具为游标卡尺
50检验55入库设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)朱晨标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称泵盖共页第页车间工序号工序名称材料牌号金工HT300毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数铣床普通铣床1夹具编号夹具名称切削液通用夹具乳化液