知识目标◎了解切断刀和切槽刀的种类和用途◎掌握切断和切槽的方法◎了解切断和切槽的尺寸检查技能目标◎掌握切断和切槽的方法◎掌握切断和切槽的加工工艺一
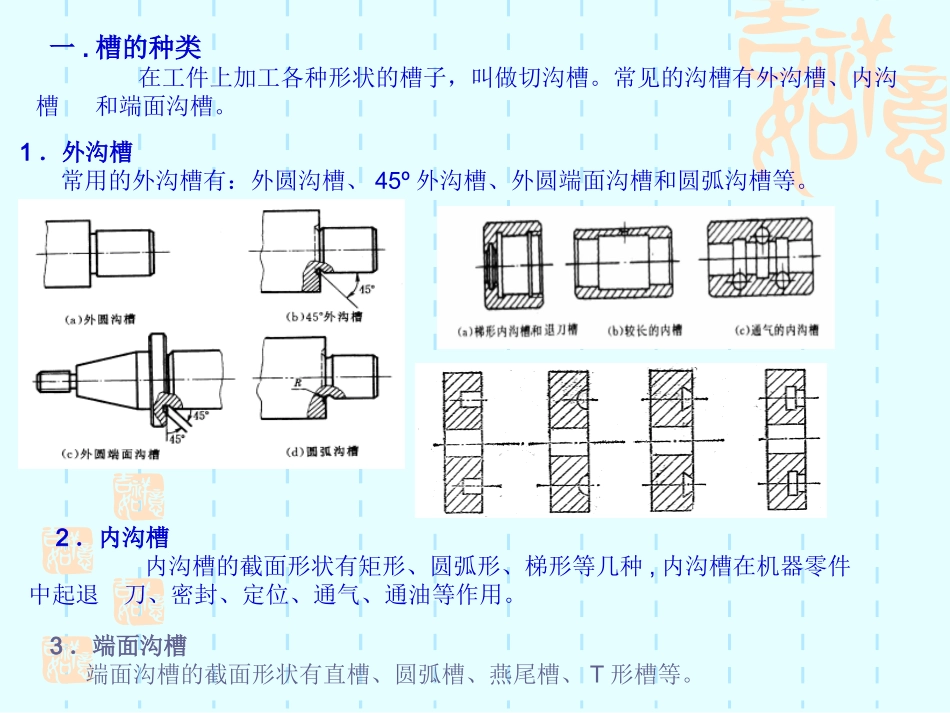
槽的种类在工件上加工各种形状的槽子,叫做切沟槽
常见的沟槽有外沟槽、内沟槽和端面沟槽
1.外沟槽常用的外沟槽有:外圆沟槽、45º外沟槽、外圆端面沟槽和圆弧沟槽等
2.内沟槽内沟槽的截面形状有矩形、圆弧形、梯形等几种,内沟槽在机器零件中起退刀、密封、定位、通气、通油等作用
3.端面沟槽端面沟槽的截面形状有直槽、圆弧槽、燕尾槽、T形槽等
二.槽的加工方法1
外直沟槽的车削斜沟槽的车削2.车削内沟槽车削内沟槽的车刀如图所示,其刀头部分的形状和内沟槽一样,两侧副刀刃与主刀刃应对称且刀头和刀杆垂直,以利于切削时的车刀安装
若槽的宽度较小时,可采用等宽刀直进法一次车出
而切割较宽的沟槽时,可采用多次进给法加工
3.车削端面沟槽(1)车削端面直槽若槽的精度要求不高,宽度较小、较浅的直槽时,通常采用等宽刀直进法一次车出
如果精度较高,通常采用先粗切,后精切的方法进行
切割较宽的平而沟槽,可采用多次直进法切割
圆弧沟槽的车削与车直槽相似,只是刀具几何形状不同
(2)车削T形槽车削T形槽时,可先用端面直槽刀车出直槽,再用左、右弯头刀分别车出内外侧沟槽
(3)车削燕尾槽车削燕尾槽的方法与T形槽相似
三、沟槽尺寸的测量1.外沟槽的测量2.内沟槽的测量3.端面沟槽的测量四.切断在切削加工中,若工件较长,需按要求切断后再车削;或者在车削完成后需把工件从原材料上切割下来
这样的加工方法叫切断
1.切断刀切断刀和直槽刀几何形状相似,刀头部分长度由加工工件的切深确定
一般比工件切削深度长2~3㎜
主切削刃的宽度可由经验公式a≈(0
6)确定d2.切断方法(1)切断直径不大的工件可用直进法直接切断
(2)直径较大的工件可用左右进给法或用反切刀加工见下图