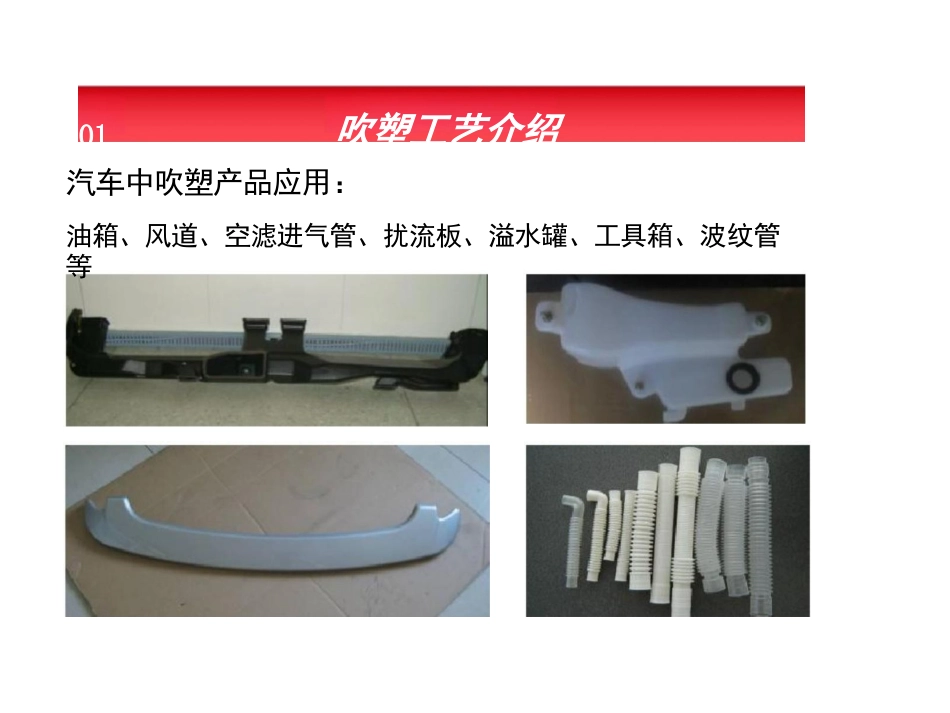
汽车制造吹塑工艺知识详解01吹塑工艺介绍02尾翼吹塑成型技术03吹塑尾翼设计要求汽车中吹塑产品应用:油箱、风道、空滤进气管、扰流板、溢水罐、工具箱、波纹管等01吹塑工艺介绍中空吹塑:在闭合的模具内利用压缩空气将挤出或注射成型得到的半熔融状态的塑料型坯吹胀,然后冷却而获得中空制件的一种加工方法
·其成型过程包括塑料型坯的制造和型坯的吹塑
·根据管坯成型方法不同分类:·挤出吹塑:生产方法简单,产量高,精度低,应用较多
·注射吹塑:精度高,质量好,价高,适于批量大产品
·适用于中空成型的塑料为PS、PP、PC、PE、PVC、ABS等
01吹塑工艺介绍挤出吹塑成型注塑吹塑成型(L)(h)(;1)(d)(e)工艺过程:1、管状型坯的挤出;2、将型坯引入对开的模具内并夹紧;3、向型坯内通入压缩空气吹胀型坯;4、保压、冷却、定型并排出制件内的压缩空气;5、开模取出制件
01吹塑工艺介绍挤出吹塑中空成型图149挤出收塑中空成型挤出吹塑中空成型优点:(1)成型设备简单,适用材料范围广;(2)型坯从挤出机头流出后可直接引入吹塑模内成型,无须再二次加热,生产效率高;(3)型坯温度均匀,在吹塑过程中变形能力一致,制品内应力小,强度高
缺点:(1)挤出型坯易在自身重力作用下发生流动,从而造成型坯的平均壁厚减小、壁厚不均现象;(2)由于挤出的型坯呈管状,要成型带底的中空制品,还必须利用吹塑模的闭合及夹紧作用对型坯封底,并切断多余的部分,这样不仅材料的利用率低,而且还容易在制品中造成拼缝
01吹塑工艺介绍工艺过程:1、注射型坯;2、将型坯转入对开的模具内并夹紧;3、向型坯内通入压缩空气吹胀型坯;4、保压、冷却、定型并排出制件内的压缩空气;5、开模取出制件
01吹塑工艺介绍注射吹塑中空成型图14-11让射吹塑中空成型注射吹塑中空成型优点:(1)注射吹塑制品壁厚均匀;(2)注射吹塑比挤出吹塑可选用的塑料范围