1一.零件的工艺分析:1
加工表面分析(1)以花键孔的中心线为基准的加工面这一组面包括:20
0025Φmm的六齿方花键孔、20
0022Φmm花键底孔两端的152倒角和距中心线为27mm的平面
孔22Φmm的上下加工表面,孔22Φmm的内表面,有粗糙度要求为Ra小于等于6
3um,25Φmm的六齿花键孔,有粗糙度要求Ra小于等于3
2um,扩两端面孔,有粗糙度要求Ra=6
3um,加工时以上下端面和外圆40Φmm为基准面,有由于上下端面须加工,根据“基准先行”的原则,故应先加工上下端面(采用互为基准的原则),再加工孔22Φmm,六齿花键孔25Φmm和扩孔
矚慫润厲钐瘗睞枥庑赖
(2)以工件右端面为基准的03
008mm的槽和012
0018mm的槽
这一组加工表面包括:右侧距离18mm的上下平面,Ra=3
2um,有精铣平面的要求,左侧距离为8mm的上下平面,Ra=1
6um,同样要求精铣,加工时以孔22mm,花键孔25mm和上下平面为基准定位加工
聞創沟燴鐺險爱氇谴净
根据各加工方法的经济精度及一般机床所能达到的位置精度,该零件没有很难加工的表面尺寸,上述表面的技术要求采用常规加工工艺均可以保证,对于这两组加工表面而言,可以先加工其中一组表面,然后借助于专用夹具加工另一组表面,并且保证它们的位置精度要求
残骛楼諍锩瀨濟溆塹籟
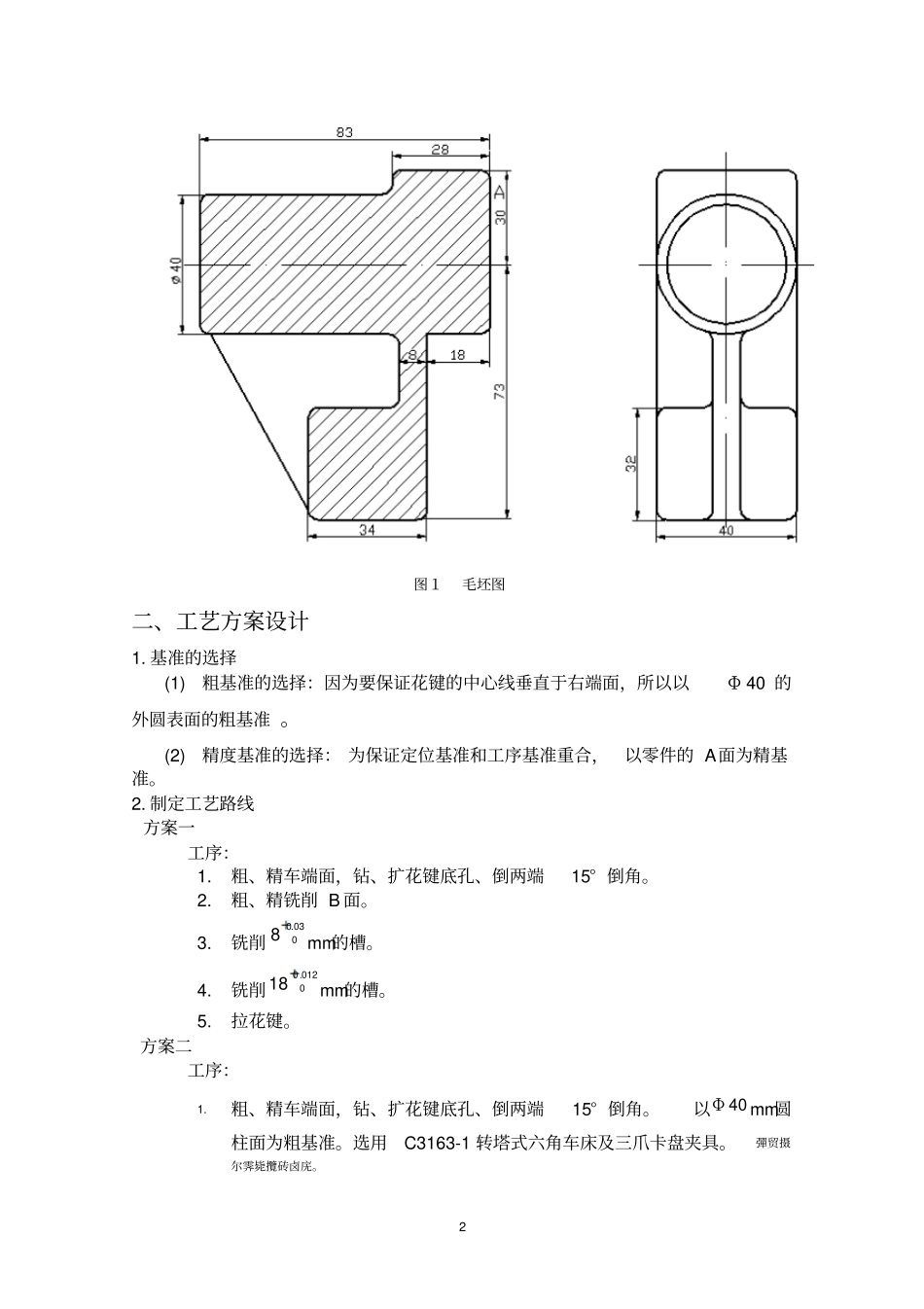
毛坯种类CA6140拨叉位于车床变速机构中,主要起换档,使主轴回转运动按照工作者的要求进行工作
宽度为012
0018mm的槽尺寸精度要求很高,因为在拨叉拔动使滑移齿轮时如果槽的尺寸精度不高或间隙很大时,滑移齿轮得不到很高的位置精度
所以,宽度为012
0018mm的槽和滑移齿轮的配合精度要求很高
零件材料HT200,考虑到此零件的工作过程中并有变载荷和冲击性载荷,因此选用锻件,以使金属纤维尽量不被切断,保证零件的工作可靠
经查《机械加工工艺人