1高架桥施工方案1
概述本标段高架桥由25+27+25m和40
5+50+40
5m两联三跨连续预应力箱梁、24跨预应力预制工型梁和2跨普通钢筋混凝土工型梁组成,总长845
基础为直径1
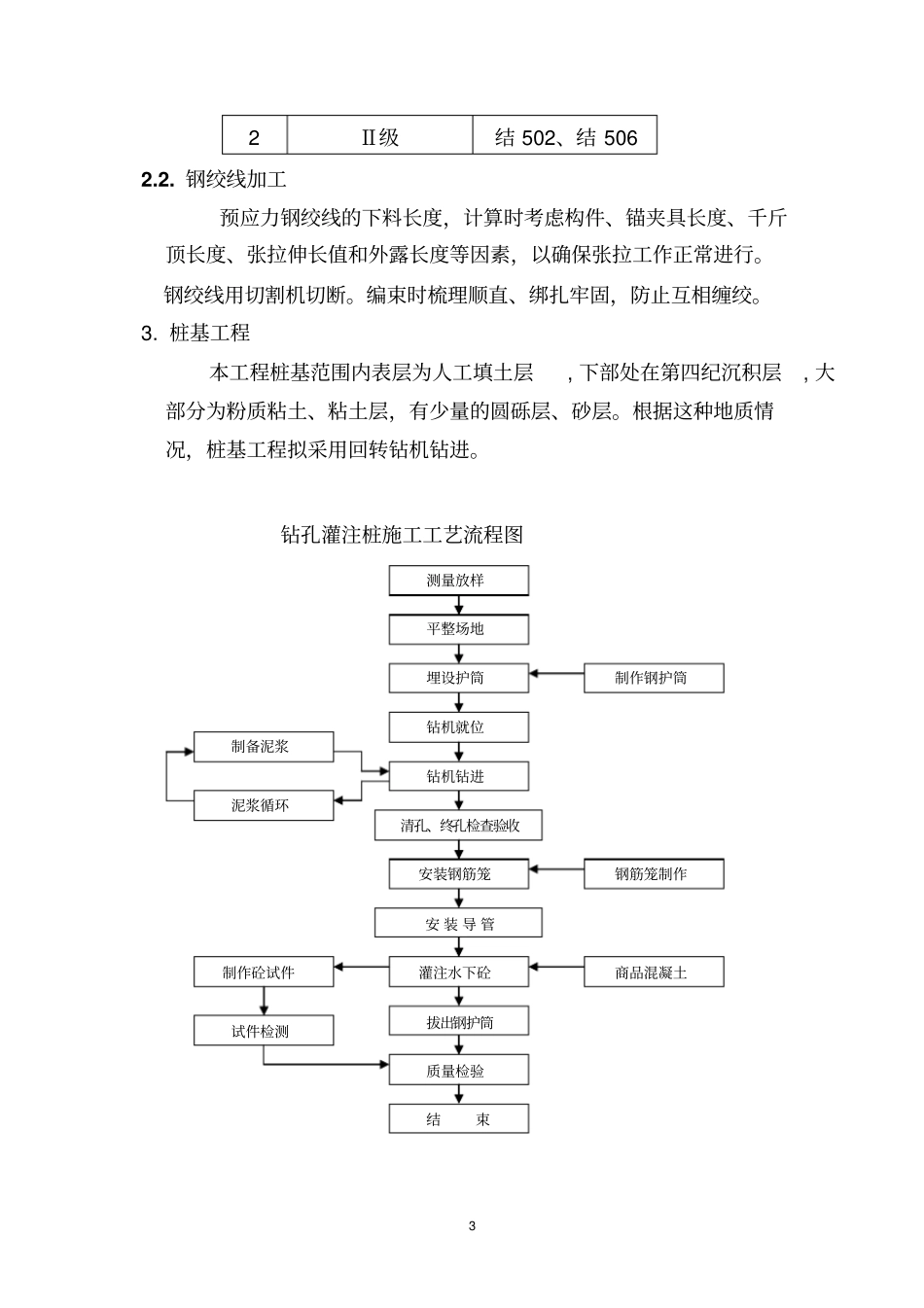
0m的钻孔灌注桩,承台、墩柱、盖梁均为钢筋混凝土结构
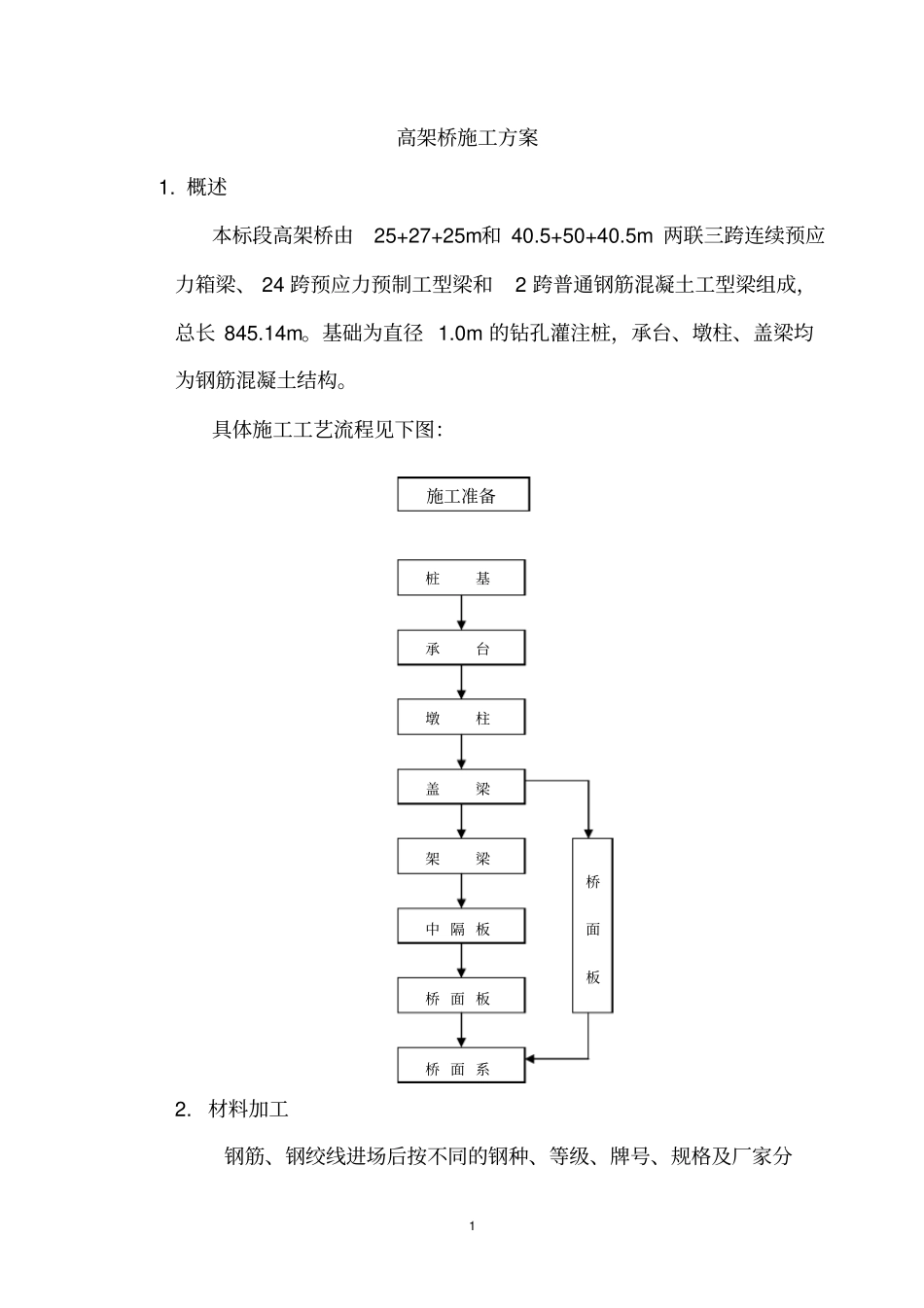
具体施工工艺流程见下图:2
材料加工钢筋、钢绞线进场后按不同的钢种、等级、牌号、规格及厂家分施工准备桩基承台墩柱盖梁桥面系架梁桥面板中隔板桥面板2批验收、分别堆放保存,并立牌以便识别
堆放时下面铺方木垫高,上面以盖布遮盖,防止锈蚀和污染
钢筋进场后进行抽样检验并报请监理工程师审批,检验合格后进行加工
钢筋加工钢筋使用前若有锈蚀、污染,将表面漆皮、鳞锈、油渍等清除干净
盘条和弯曲的钢筋进行调直
认真熟悉图纸,计算各种型号钢筋的下料长度,根据下料长度及库存钢筋情况进行配筋、下料,下料时执行下料单制度
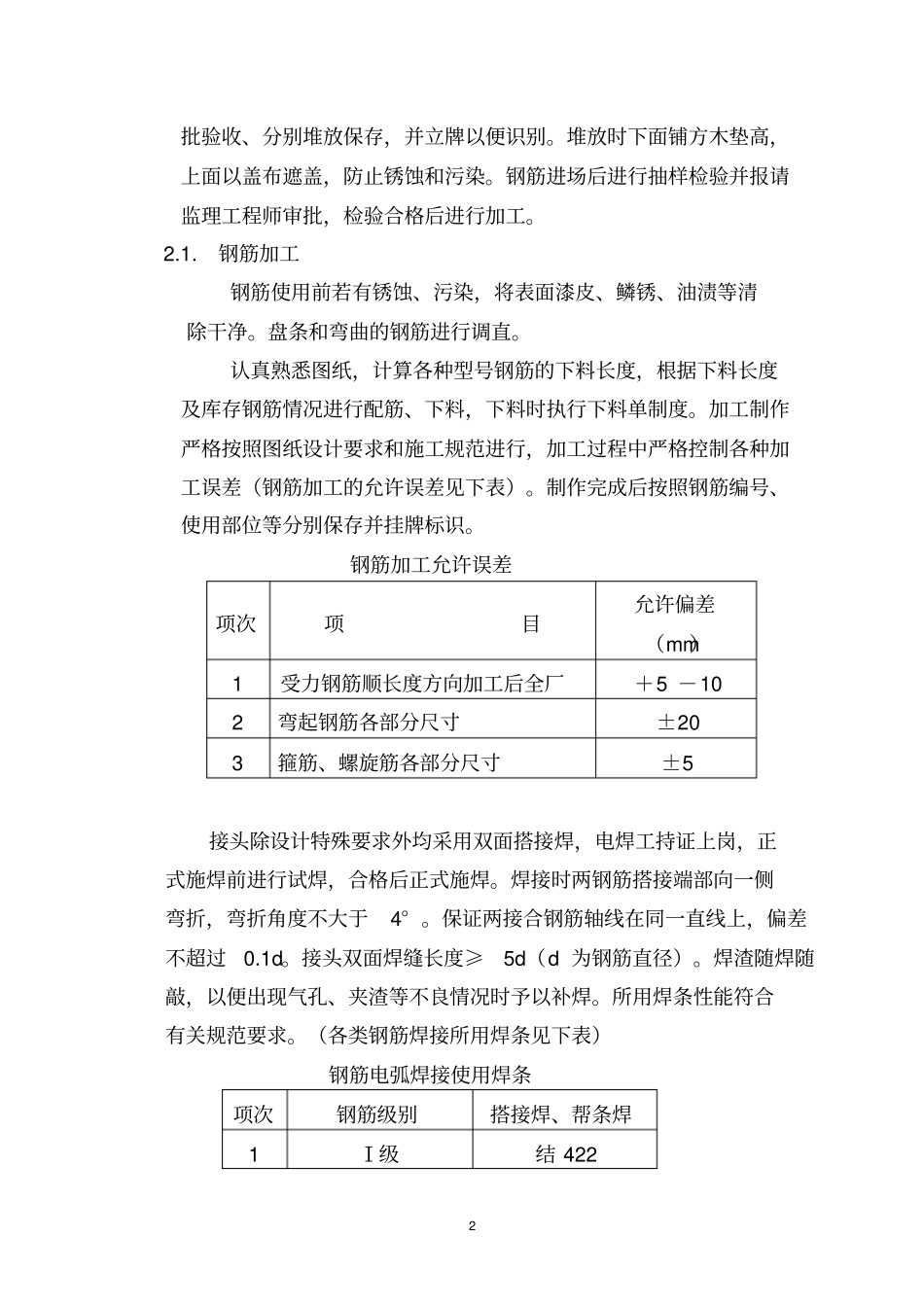
加工制作严格按照图纸设计要求和施工规范进行,加工过程中严格控制各种加工误差(钢筋加工的允许误差见下表)
制作完成后按照钢筋编号、使用部位等分别保存并挂牌标识
钢筋加工允许误差项次项目允许偏差(mm)1受力钢筋顺长度方向加工后全厂+5-102弯起钢筋各部分尺寸±203箍筋、螺旋筋各部分尺寸±5接头除设计特殊要求外均采用双面搭接焊,电焊工持证上岗,正式施焊前进行试焊,合格后正式施焊
焊接时两钢筋搭接端部向一侧弯折,弯折角度不大于4°
保证两接合钢筋轴线在同一直线上,偏差不超过0
接头双面焊缝长度≥5d(d为钢筋直径)
焊渣随焊随敲,以便出现气孔、夹渣等不良情况时予以补焊
所用焊条性能符合有关规范要求
(各类钢筋焊接所用焊条见下表)钢筋电弧焊接使用焊条项次钢筋级别搭接焊、帮条焊1Ⅰ级结42232Ⅱ级结502、结5062
钢绞线加工预应力钢绞线的下料长度,计算时考虑构件、锚夹具长度、千斤顶长度、张拉伸长值和外露长度等因素,以确