课程设计任务书机械工程系09材控(1,2)班指导教师:张红云,张金标,徐向其,刘建
设计课题:挤压模具设计一、设计条件:在196WN挤压机的
200〃7〃7挤压筒上生产出下列条件的合格型材,设计出相应的型材模具
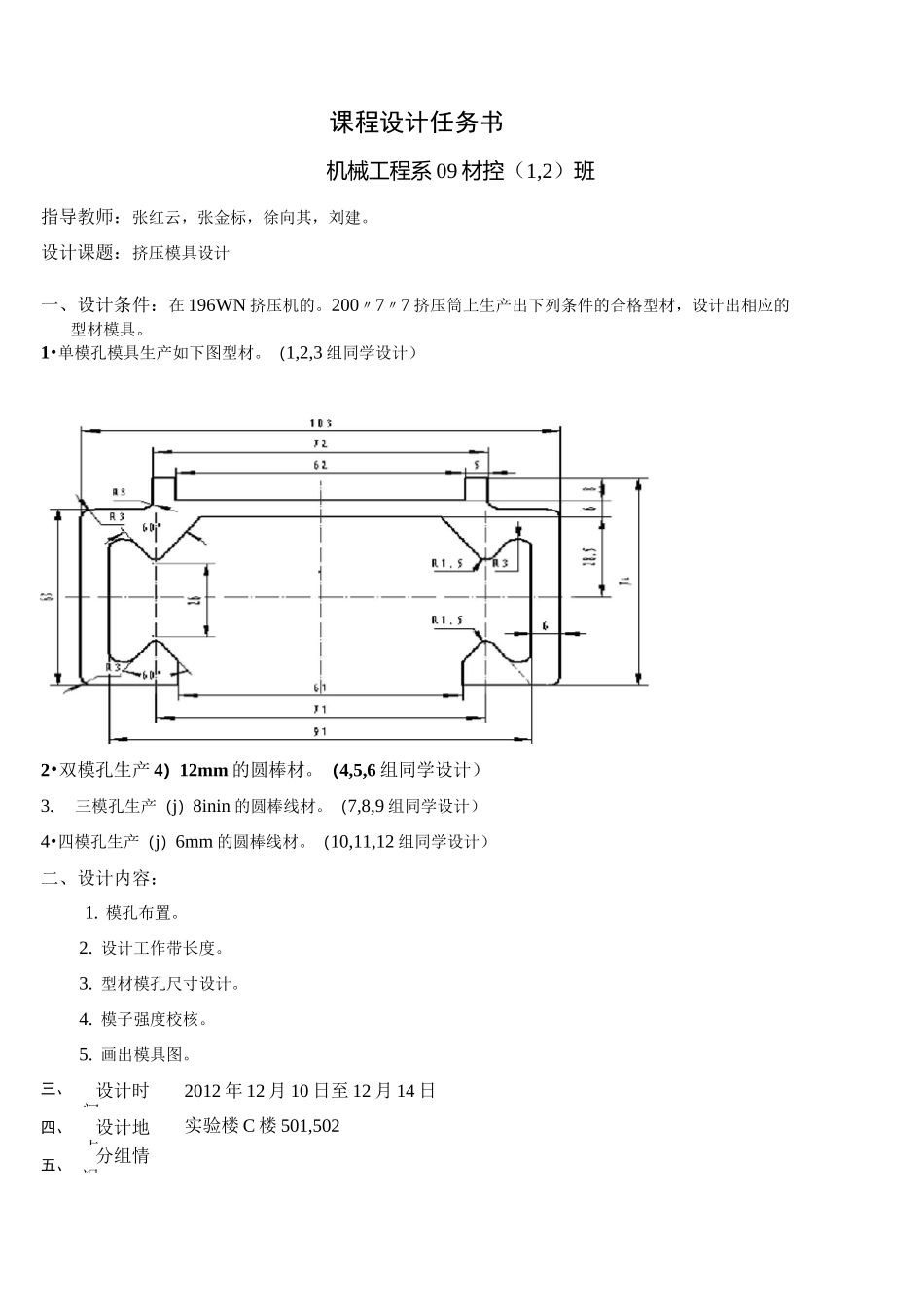
1•单模孔模具生产如下图型材
(1,2,3组同学设计)2•双模孔生产4)12mm的圆棒材
(4,5,6组同学设计)3
三模孔生产(j)8inin的圆棒线材
(7,8,9组同学设计)4•四模孔生产(j)6mm的圆棒线材
(10,11,12组同学设计)二、设计内容:1
设计工作带长度
型材模孔尺寸设计
模子强度校核
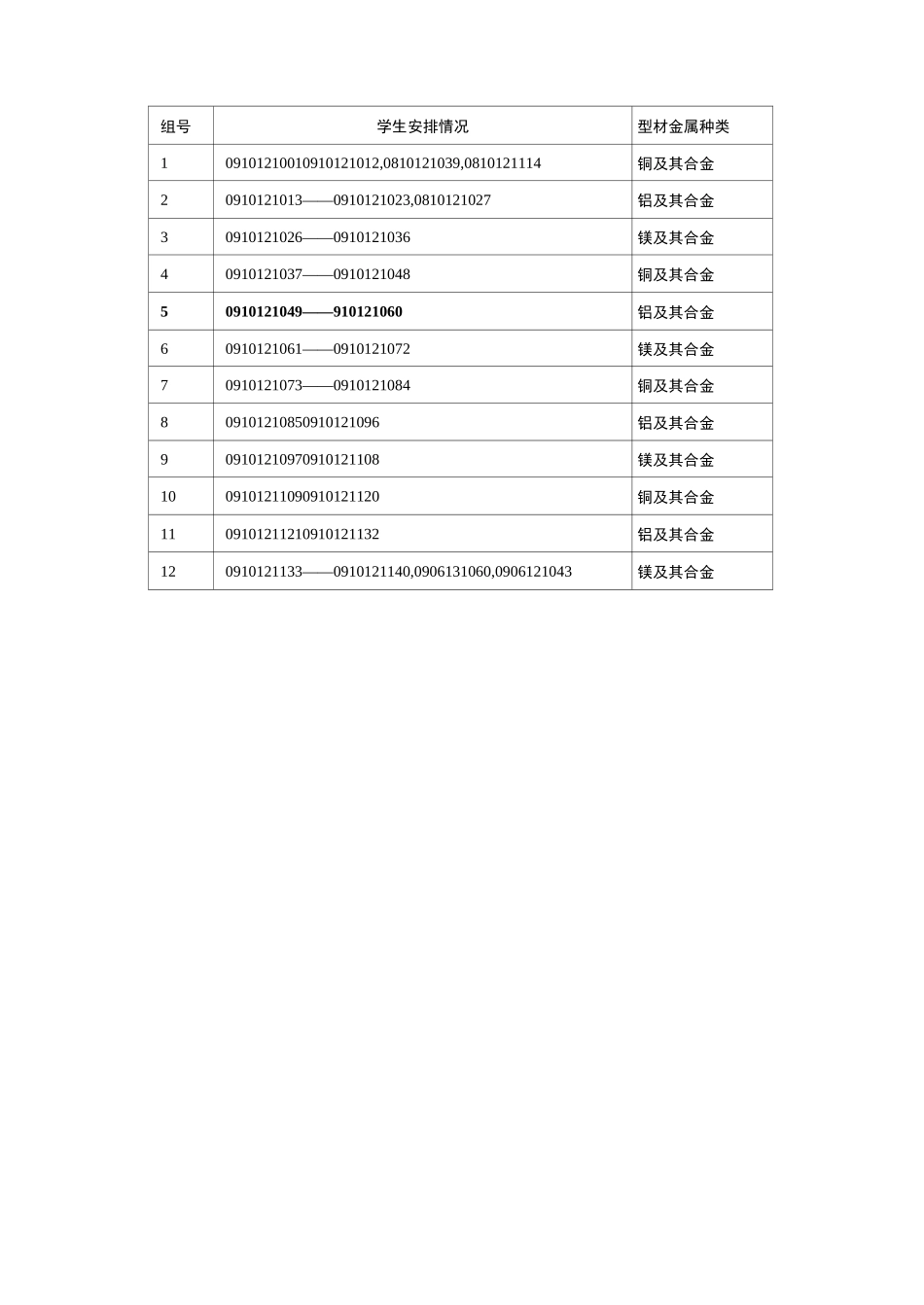
三、设计时间:2012年12月10日至12月14日四、设计地点:实验楼C楼501,502五、分组情况:组号学生安排情况型材金属种类109101210010910121012,0810121039,0810121114铜及其合金20910121013——0910121023,0810121027铝及其合金30910121026——0910121036镁及其合金40910121037——0910121048铜及其合金50910121049——910121060铝及其合金60910121061——0910121072镁及其合金70910121073——0910121084铜及其合金809101210850910121096铝及其合金909101210970910121108镁及其合金1009101211090910121120铜及其合金1109101211210910121132铝及其合金120910121133——0910121140,0906131060,0906121043镁及其合金应用领域1
1性能特点第一章概述2
3铝加工行业分布11
4铝合金挤压加工的现状与发展11
5铝合金未來挑战2第二章挤压工艺设计2