我們的品質政策:『以客為尊、持續創新』QSP-01-03A****** 電 子 科 技 有 限 公 司五金模具設計及制作規範頁 數第 2 頁,共 50 頁 ******* 電子科技有限公司五金模具設計及制作規範頁數第 1 頁,共 50 頁文件編號HDW001 文 件 修 訂 履 歷 表版本修訂日期修訂人 修 訂 內 容1
02004/3/27葉林海為使五金模具設計及制作要求規範化、統一化,特制訂此文件
02004/8/10葉林海新增 5
12 快速架模槽設定,修訂 5
12005/8/31葉林海新增 5
5 做壓線方式,修訂 5
1核准審核撰寫制訂日期2005/8/31我們的品質政策: 『以客為尊、持續創新』QSP-01—04A我們的品質政策: 『以客為尊、持續創新』QSP—01—04A******* 電 子 科 技 有 限 公 司五金模具設計及制作規範頁 數第 3 頁,共 50 頁文件編號HDW001 表 5
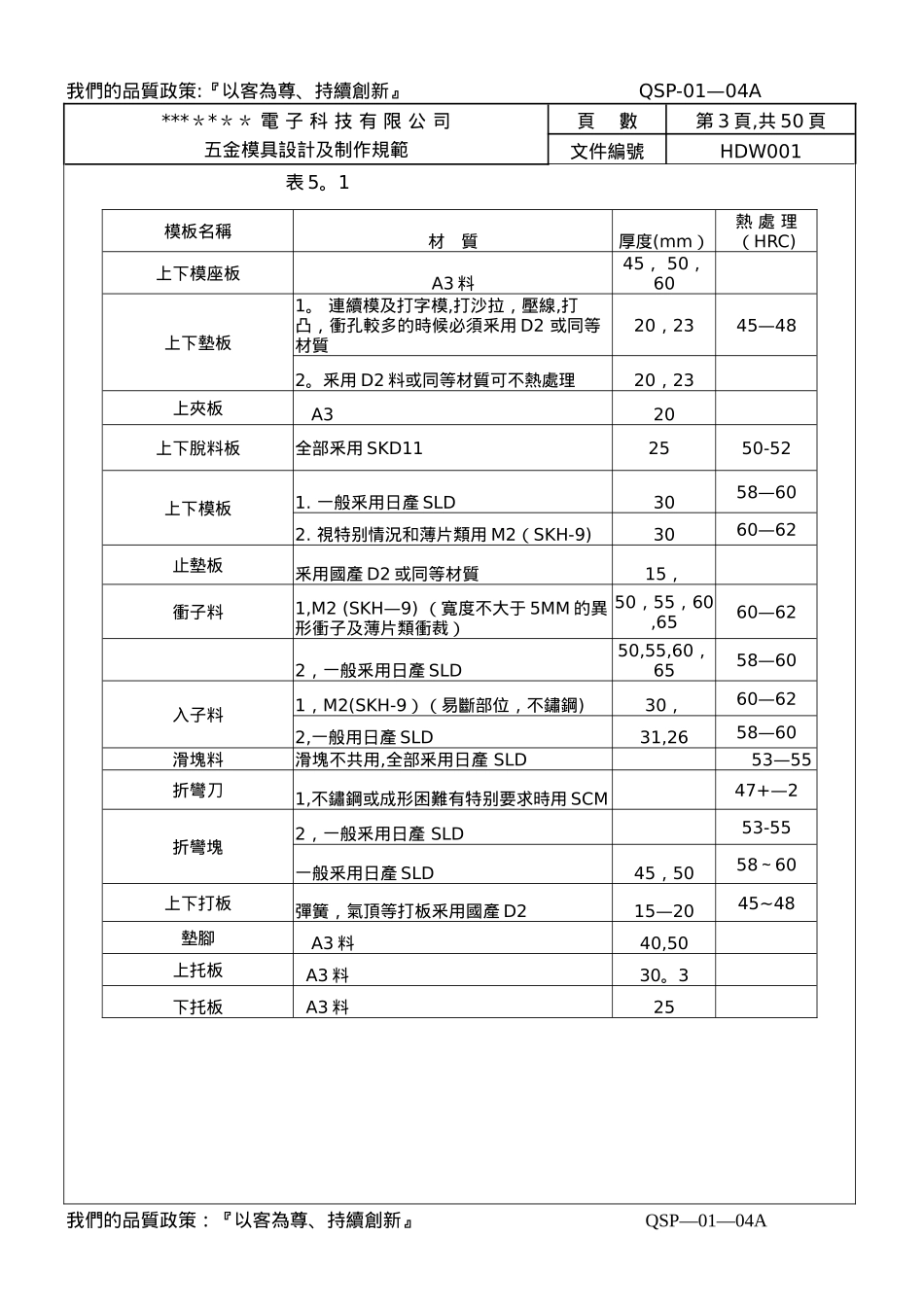
1模板名稱材 質 厚度(mm)熱 處 理 (HRC)上下模座板A3 料45 , 50, 60 上下墊板1
連續模及打字模,打沙拉,壓線,打凸,衝孔較多的時候必須釆用 D2 或同等材質20,2345—482
釆用 D2 料或同等材質可不熱處理20,23 上夾板 A320 上下脫料板全部釆用 SKD112550-52上下模板1
一般釆用日產 SLD3058—602
視特别情況和薄片類用 M2(SKH-9)3060—62止墊板釆用國產 D2 或同等材質15,衝子料1,M2 (SKH—9) (寬度不大于 5MM 的異形衝子及薄片類衝裁)50,55,60,6560—622,一般釆用日產 SLD50,55,60,6558—60入子料1,M2(SKH-9)(易斷部位,不鏽鋼)30,60—622,一般用日產 SLD31,2658—