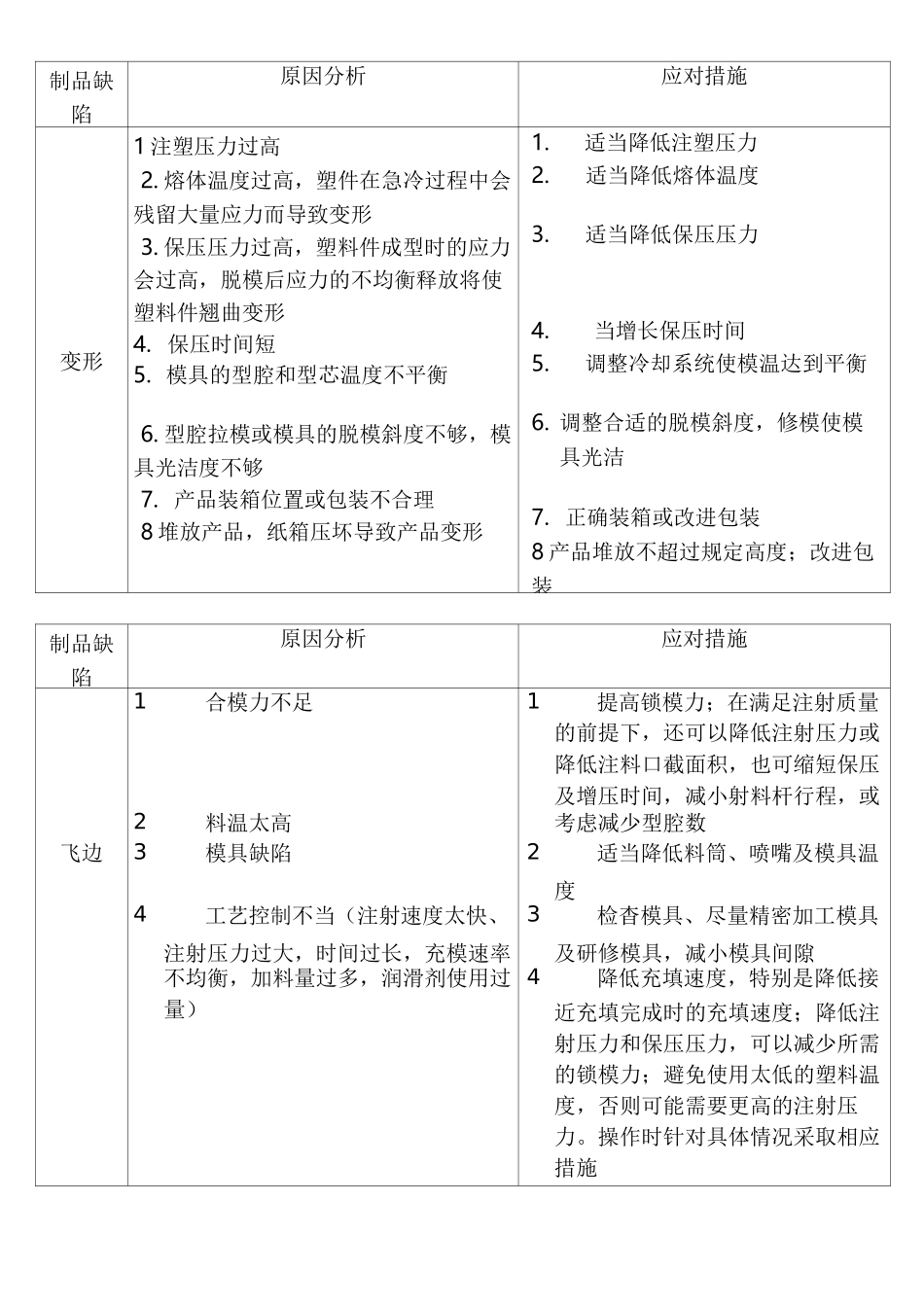
制品缺陷原因分析应对措施变形1注塑压力过高2
熔体温度过高,塑件在急冷过程中会残留大量应力而导致变形3
保压压力过高,塑料件成型时的应力会过高,脱模后应力的不均衡释放将使塑料件翘曲变形4
保压时间短5
模具的型腔和型芯温度不平衡6
型腔拉模或模具的脱模斜度不够,模具光洁度不够7
产品装箱位置或包装不合理8堆放产品,纸箱压坏导致产品变形1
适当降低注塑压力2
适当降低熔体温度3
适当降低保压压力4
当增长保压时间5
调整冷却系统使模温达到平衡6
调整合适的脱模斜度,修模使模具光洁7
正确装箱或改进包装8产品堆放不超过规定高度;改进包装制品缺陷原因分析应对措施1
合模力不足1
提高锁模力;在满足注射质量的前提下,还可以降低注射压力或降低注料口截面积,也可缩短保压及增压时间,减小射料杆行程,或2
料温太高考虑减少型腔数飞边3
适当降低料筒、喷嘴及模具温度4
工艺控制不当(注射速度太快、3
检杳模具、尽量精密加工模具注射压力过大,时间过长,充模速率及研修模具,减小模具间隙不均衡,加料量过多,润滑剂使用过4
降低充填速度,特别是降低接量)近充填完成时的充填速度;降低注射压力和保压压力,可以减少所需的锁模力;避免使用太低的塑料温度,否则可能需要更高的注射压力
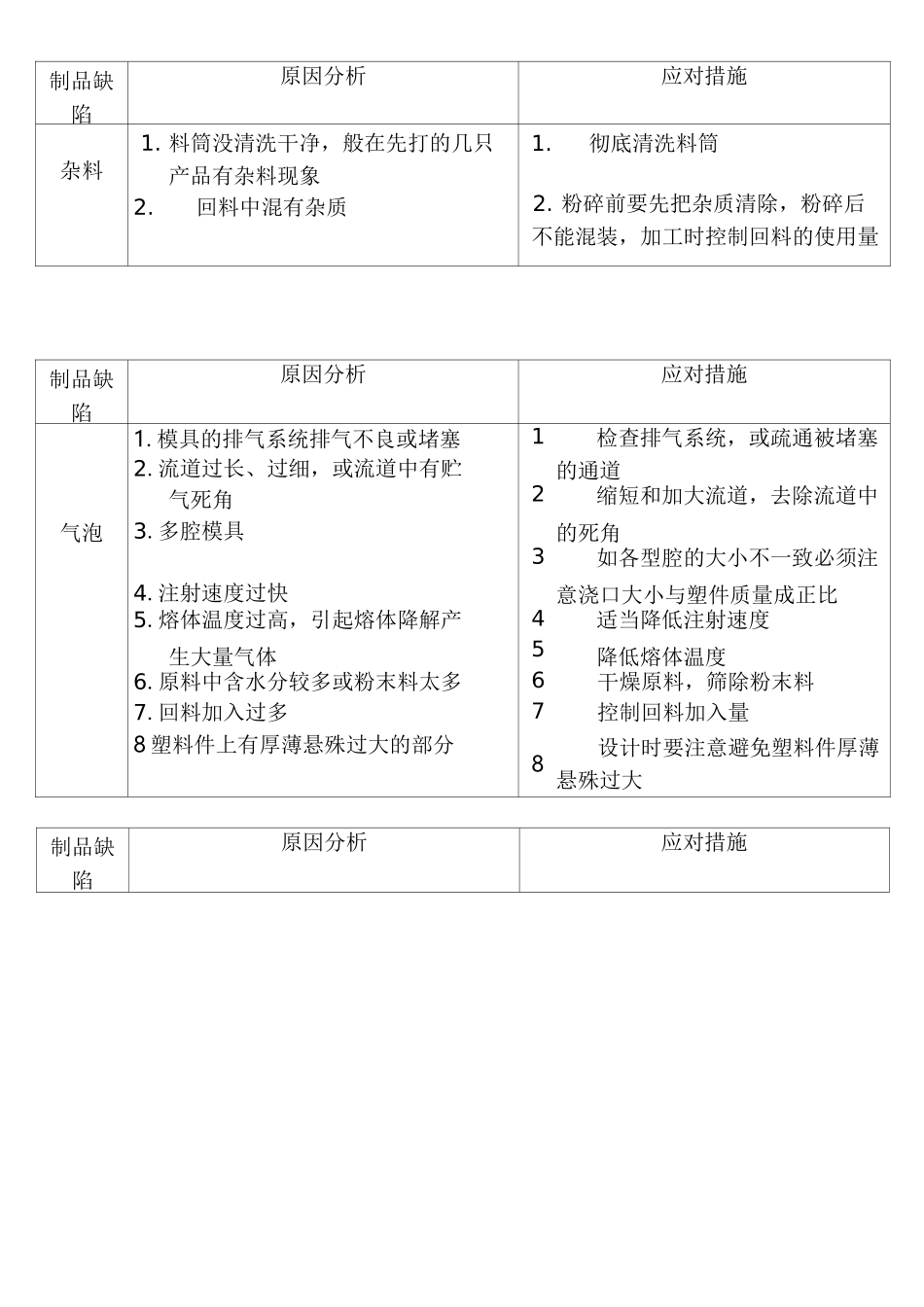
操作时针对具体情况采取相应措施制品缺陷原因分析应对措施杂料1
料筒没清洗干净,般在先打的几只产品有杂料现象2
回料中混有杂质1
彻底清洗料筒2
粉碎前要先把杂质清除,粉碎后不能混装,加工时控制回料的使用量制品缺陷原因分析应对措施1
模具的排气系统排气不良或堵塞1
检查排气系统,或疏通被堵塞2
流道过长、过细,或流道中有贮的通道气死角2
缩短和加大流道,去除流道中气泡3
多腔模具的死角3
如各型腔的大小不一致必须注4
注射速度过快意浇口大小与塑件质量成正比5
熔体温度过高,引起熔体降解产4
适当降低注射速度生大量气体5