上海上电漕泾发电有限公司1000MW超超临界燃煤机组锅炉水冷壁泄漏点带压堵漏—后续处理技术方案编制:审核:申疋:批准:上电上电电力工程有限公司二零一三年十二月1000MW超超临界燃煤机组锅炉水冷壁泄漏点带压堵漏—后续处理技术方案上电漕泾1号炉、2号炉炉底水冷壁进口前(后)集箱,捞渣机上部平行段水冷壁管泄漏(管径:①38
0材料:15CrMo),高度约4
1产生裂缝主要原因1)机组负荷变化较大,日间机组负荷约970MW,晚间调峰机组负荷降至500MW左右,造成锅炉受热面整体经常处于上下沉降
2)水冷壁纵向裂缝(泄漏)部位往往处于#10槽钢之间接缝处上部水冷壁,泄漏点为应力集中点
水冷壁管与#10槽钢焊缝处于伸缩幅度最不畅,引起应力释放最薄弱部位水冷壁泄漏
3)泄漏点位置处于应力释放槽部位,运行中多次发生大面积坍焦落至冷灰斗水冷壁斜面,渣水大量外溢
大面积坍焦造成水冷壁释放槽周围保温与受热面管子紧贴程度不好,保温层松弛
随着保温层松弛扩大,保温层漏风处冷风对流加剧,冬季环境温度突变引起保温松弛处的锅炉水冷壁管内外壁温差加大,应力突变产生裂纹
2后续处理方式2
1捻打堵漏后临时堆焊处理(征得电厂审核批准)1)联系电厂运行机组负荷降至400MW~500MW保持稳定,主蒸汽压力约14
锅炉运行无其它操作,搭建脚手架满足焊工堆焊作业空间
2)由堵漏公司先行进行捻打堵漏,确认泄漏点无蒸汽冒出,水冷壁裂缝处附近障碍物水封插板拆除,#10槽钢部分割除
3)裂缝周围局部打磨清理,选用珠光体R-307(①2
5mm)焊条,焊机电流调整至约60~65A确保母材与焊材充分融合
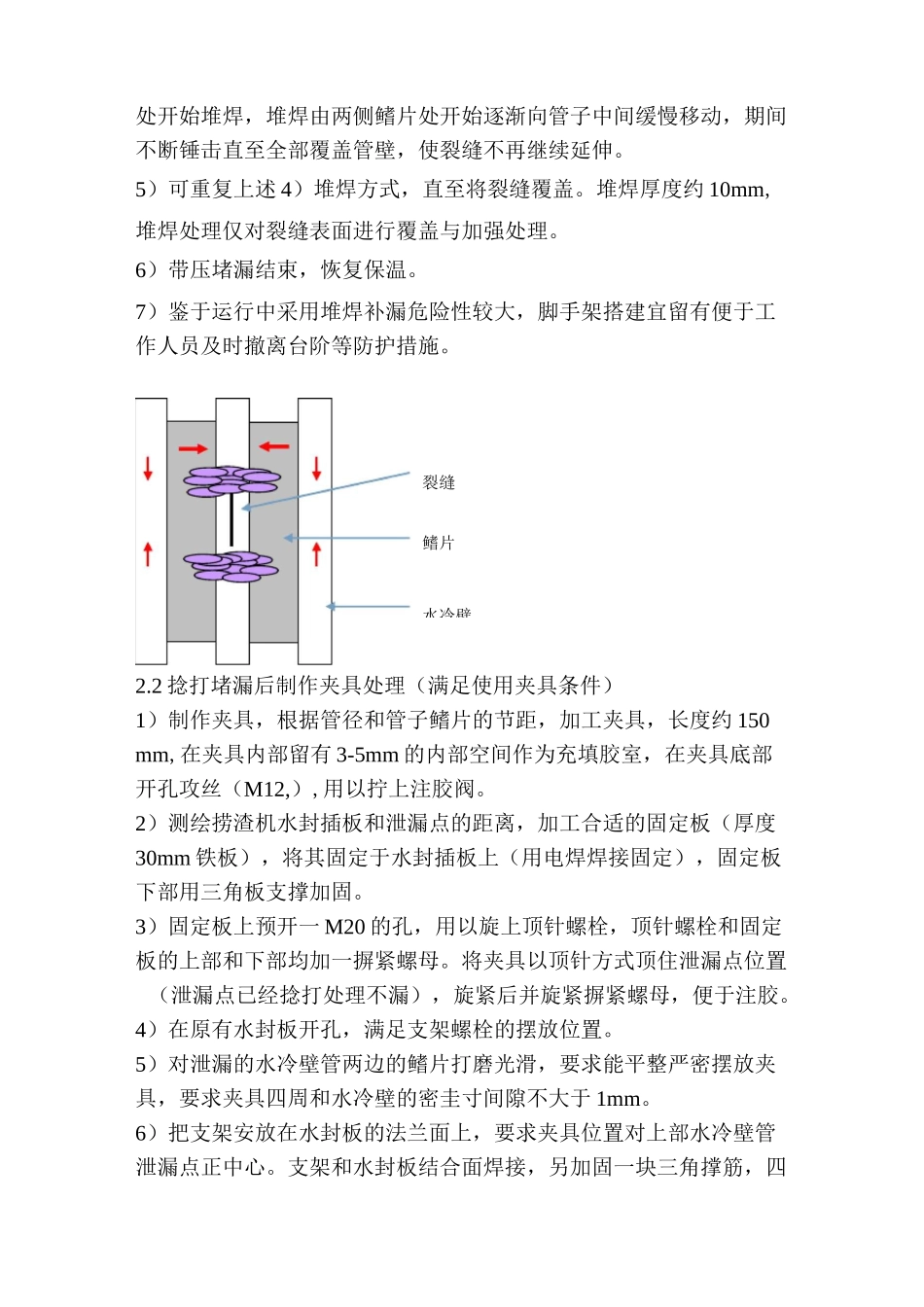
4)首先离裂缝根部(头部位置)约10mm处开始堆焊,堆焊由两侧鳍片处开始逐渐向管子中间缓慢移动,期间不断锤击直至全部覆盖管壁,使裂缝不再继续延伸
同理,离裂缝根部(尾部位置)约10mm裂缝鳍片水冷壁