1A413043钢结构施工技术一、钢结构材料1、钢结构工程中,常用钢材有三种:(3项)普通碳素钢、优质碳素结构钢、普通低合金钢
2、钢材的品种、规格、性能等应符合现行国家产品标准和设计要求
进口钢材产品的质量应符合设计和合同规定标准的要求
3、钢材进场正式入库前必须严格执行检验制度,经检验合格的钢材方可办理入库手续
4、钢材的堆放要便于搬运,要尽量减少钢材的变形和锈蚀,钢材端部应树立标牌,标牌应标明钢材规格、钢号、数量和材质验收证明书
二、钢结构构件的制作加工(一)、准备工作钢结构构件加工前,应先进行详图设计、审查图纸、提料、备料、工艺试验和工艺规程的编制(工艺过程卡)、技术交底等工作
(二)、钢结构构件生产——工艺流程和加工1、放样2、号料3、切割下料4、平直矫正:包括:机械矫正、火焰矫正
5、边缘及端部加工:方法有:铲边、刨边、铣边、碳弧气刨、半自动、自动气割机、坡口机加工
6、滚圆:可选用:对称三轴滚圆机、不对称三轴滚圆机、四轴滚圆机
7、煨弯8、制孔:包括:铆钉孔、普通连接螺栓孔、高强度螺栓孔、地脚螺栓孔
9、钢结构组装:采用:地样法、仿形复制装配法、专用设备装配法、胎模装配法
10、焊接:是钢结构加工制作中的关键步骤
11、摩擦面的处理:可采用方法:喷砂、喷丸、酸洗、打磨
12、涂装三、钢结构构件的连接1、钢结构的连接方法有:焊接、铆接、普通螺栓连接、高强度螺栓连接
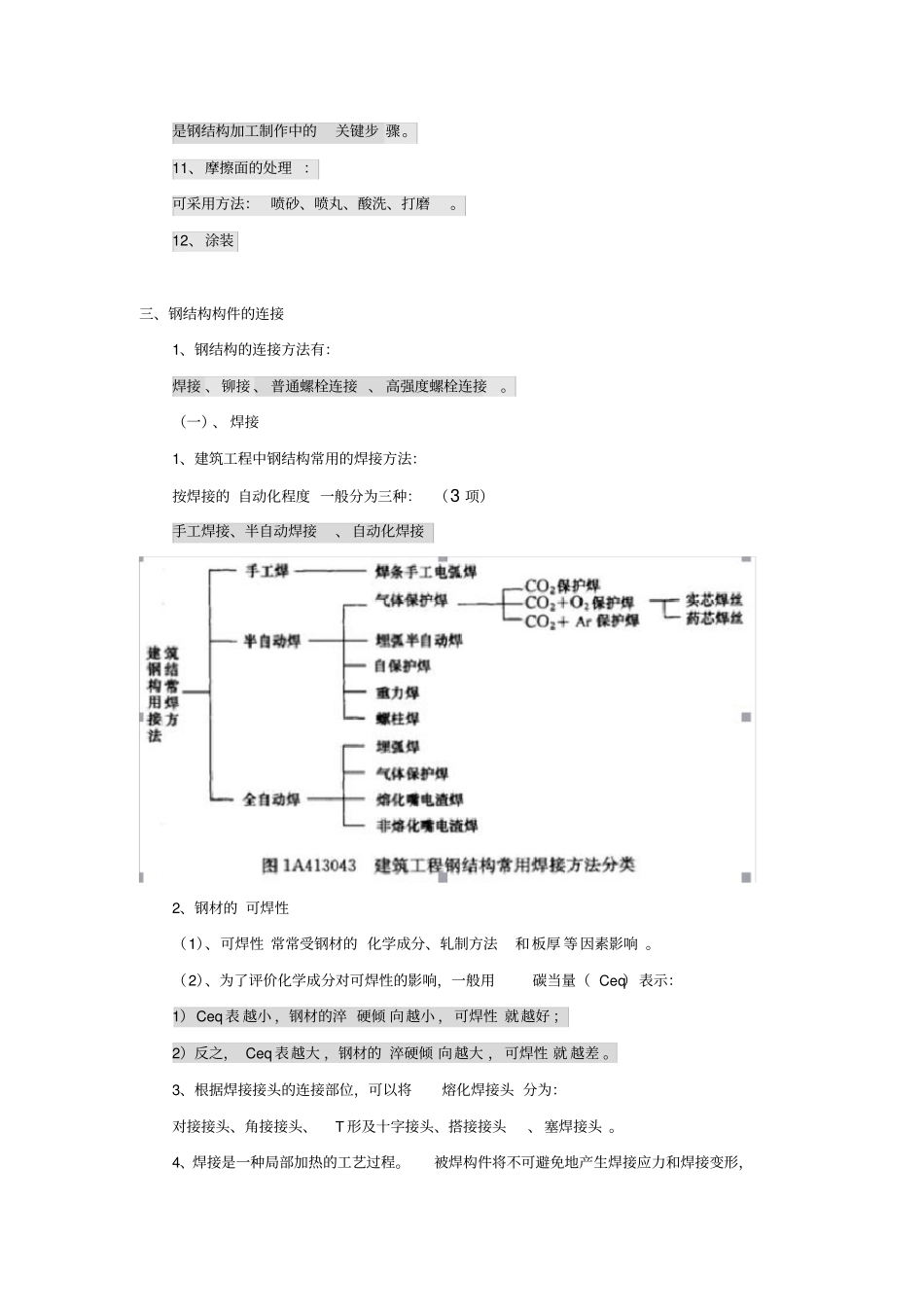
(一)、焊接1、建筑工程中钢结构常用的焊接方法:按焊接的自动化程度一般分为三种:(3项)手工焊接、半自动焊接、自动化焊接2、钢材的可焊性(1)、可焊性常常受钢材的化学成分、轧制方法和板厚等因素影响
(2)、为了评价化学成分对可焊性的影响,一般用碳当量(Ceq)表示:1)Ceq表越小,钢材的淬硬倾向越小,可焊性就越好;2)反之,Ceq表越大,钢材的淬硬倾向越大,可焊性就越差
3、根据焊接接头的连接部位,