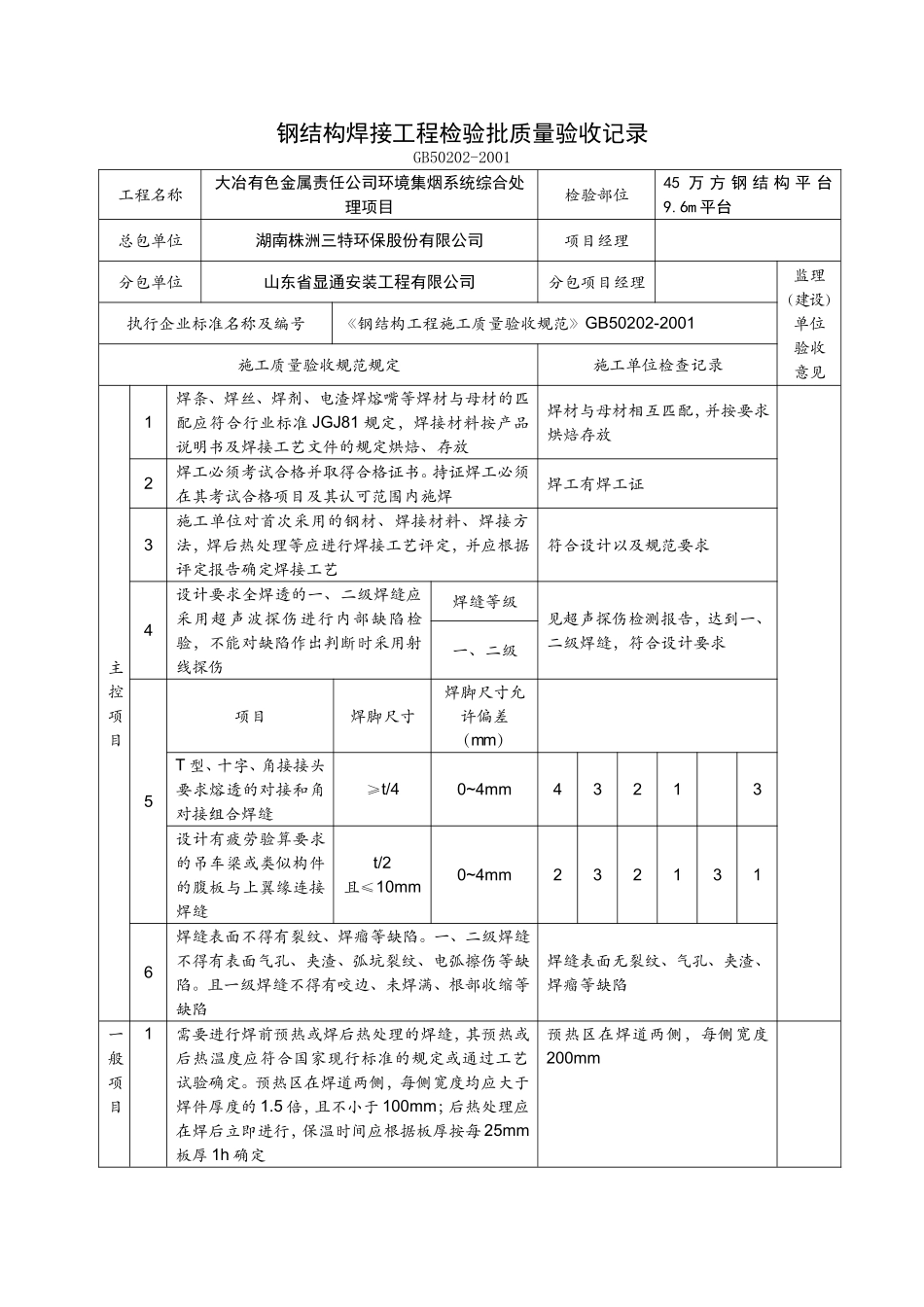
钢结构焊接工程检验批质量验收记录GB50202-2001工程名称大冶有色金属责任公司环境集烟系统综合处理项目检验部位45万方钢结构平台9
6m平台总包单位湖南株洲三特环保股份有限公司项目经理分包单位山东省显通安装工程有限公司分包项目经理监理(建设)单位验收意见执行企业标准名称及编号《钢结构工程施工质量验收规范》GB50202-2001施工质量验收规范规定施工单位检查记录主控项目1焊条、焊丝、焊剂、电渣焊熔嘴等焊材与母材的匹配应符合行业标准JGJ81规定,焊接材料按产品说明书及焊接工艺文件的规定烘焙、存放焊材与母材相互匹配,并按要求烘焙存放2焊工必须考试合格并取得合格证书
持证焊工必须在其考试合格项目及其认可范围内施焊焊工有焊工证3施工单位对首次采用的钢材、焊接材料、焊接方法,焊后热处理等应进行焊接工艺评定,并应根据评定报告确定焊接工艺符合设计以及规范要求4设计要求全焊透的一、二级焊缝应采用超声波探伤进行内部缺陷检验,不能对缺陷作出判断时采用射线探伤焊缝等级见超声探伤检测报告,达到一、二级焊缝,符合设计要求一、二级5项目焊脚尺寸焊脚尺寸允许偏差(mm)T型、十字、角接接头要求熔透的对接和角对接组合焊缝≥t/40~4mm43213设计有疲劳验算要求的吊车梁或类似构件的腹板与上翼缘连接焊缝t/2且≤10mm0~4mm2321316焊缝表面不得有裂纹、焊瘤等缺陷
一、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷
且一级焊缝不得有咬边、未焊满、根部收缩等缺陷焊缝表面无裂纹、气孔、夹渣、焊瘤等缺陷一般项目1需要进行焊前预热或焊后热处理的焊缝,其预热或后热温度应符合国家现行标准的规定或通过工艺试验确定
预热区在焊道两侧,每侧宽度均应大于焊件厚度的1
5倍,且不小于100mm;后热处理应在焊后立即进行,保温时间应根据板厚按每25mm板厚1h确定预热区在焊道两侧,每侧宽度200mm