①160数控落地镗铳床技术规格1设备名称①160数控落地镗铣床2设备数量1台3机床的技术要求3
1机床主轴主要技术参数主轴直径:①160mm铣轴直径:三①260mm主轴锥孔:ISO50主轴转速:2〜1000r/min(无级)*主轴电机功率:250KW(连续)*主轴最大恒扭拒:三7000N
m滑枕截面:2480mmX480mm3
2坐标轴行程要求X轴:26000mm(立柱沿床身导轨移动的行程)注:机床有效加工行程为6000mm
附件自动交换区所占用的X轴行程由投标方确定并增加在X轴行程内
Y轴:23000mm(主轴箱沿立柱导轨移动的行程)Z轴:21000mm(主轴移动行程)W轴:21000mm(方滑枕移动行程)Z、W轴行程允许迭加:总行程三2000mm3
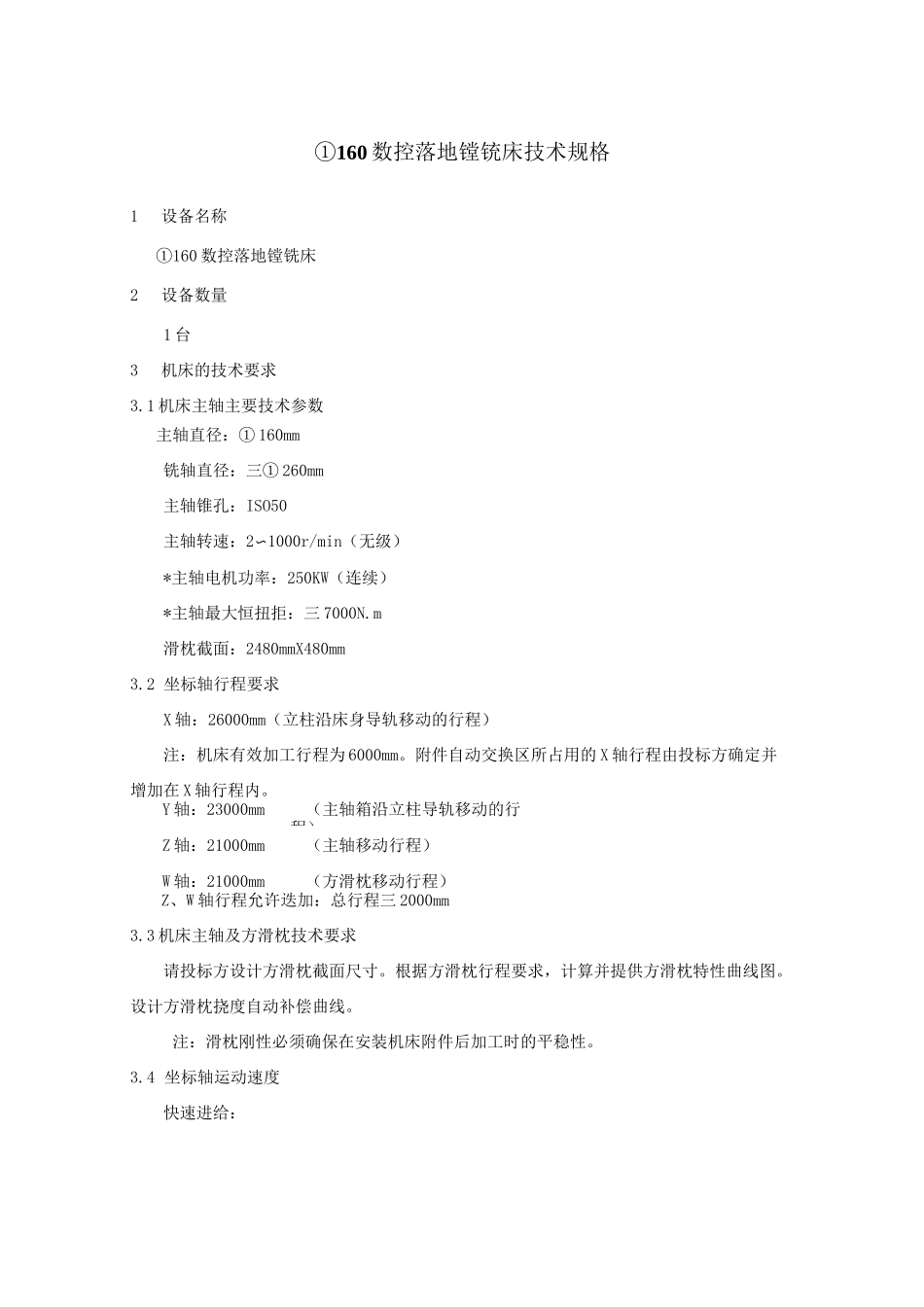
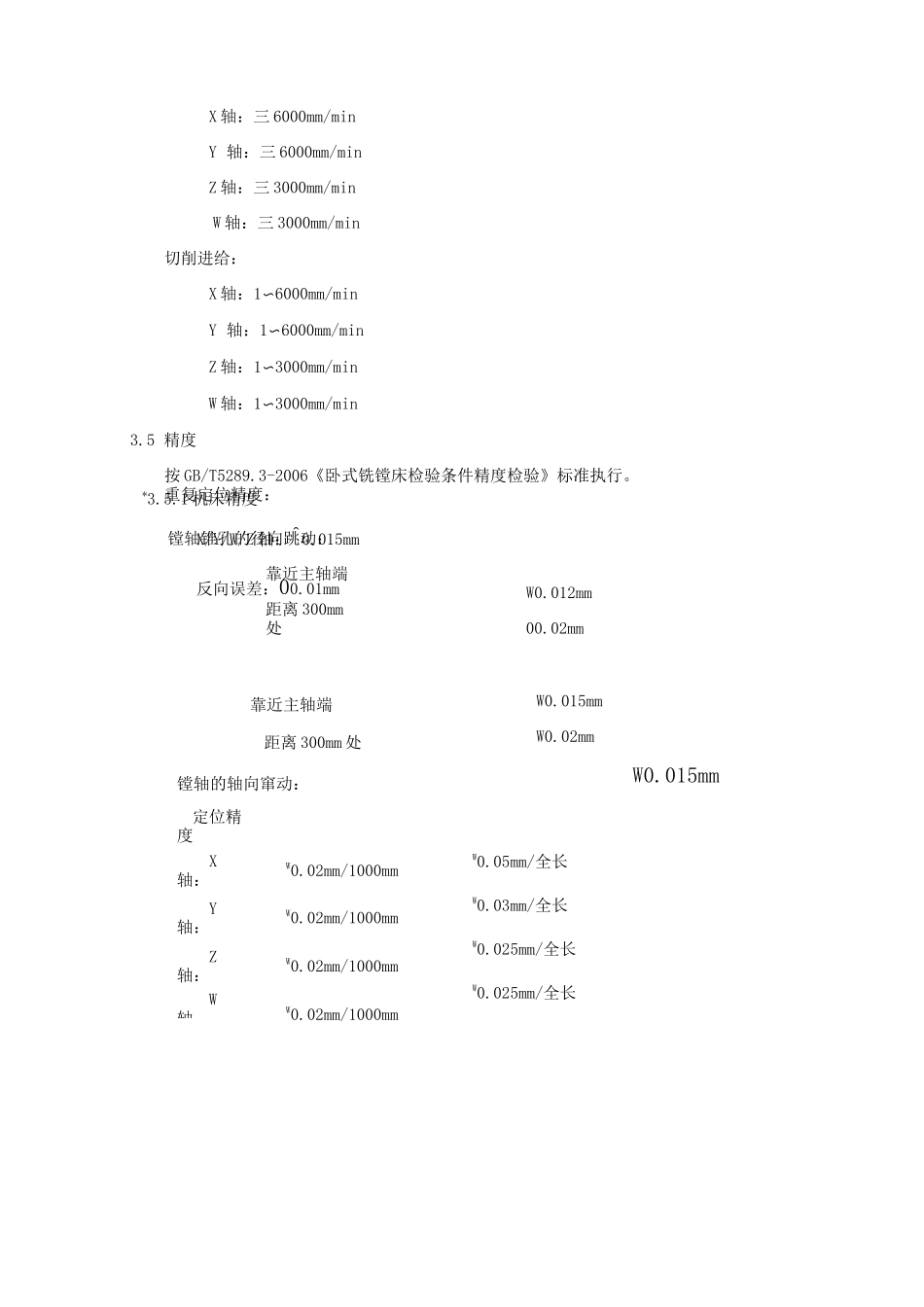
3机床主轴及方滑枕技术要求请投标方设计方滑枕截面尺寸
根据方滑枕行程要求,计算并提供方滑枕特性曲线图
设计方滑枕挠度自动补偿曲线
注:滑枕刚性必须确保在安装机床附件后加工时的平稳性
4坐标轴运动速度快速进给:*3
1机床精度镗轴锥孔的径向跳动:靠近主轴端距离300mm处靠近主轴端距离300mm处镗轴的轴向窜动:定位精度X轴:W0
02mm/1000mmY轴:W0
02mm/1000mmZ轴:W0
02mm/1000mmW轴:W0
02mm/1000mmW0
012mm00
02mmW0
015mmW0
02mmW0
015mmW0
05mm/全长W0
03mm/全长W0
025mm/全长W0
025mm/全长X轴:三6000mm/minY轴:三6000mm/minZ轴:三3000mm/minW轴:三3000mm/min切削进给:X轴:1〜6000mm/minY轴:1〜6000mm/minZ轴:1〜3000mm/minW轴:1〜3000mm/min3
5精度按GB/T5289
3-2006《卧式铣镗床检验条件精度检验》