深圳市好时代专用挂车有限公司文件编号HSD-905V-01单位生产部、质量部版本B/1类别作业指导书生效日期2008年09月5日文件埋弧焊焊接作业指导书1.范围:本作业指导书规定了:a、埋弧焊焊接生产的工艺规范;b、埋弧焊焊缝质量及外形尺寸;2.设备:埋弧焊机3.材料:3.1焊接材料:主要是本公司生产中常用的Q235、Q345B、材质;3.2消耗材料:焊丝牌号H08Mn2SiA,直径φ3
焊丝表面无铁锈、无油污、表面镀铜无脱落;焊剂牌号HJ431,焊剂在施焊前须经250~300°C,时间不少于2小时的烘干处理
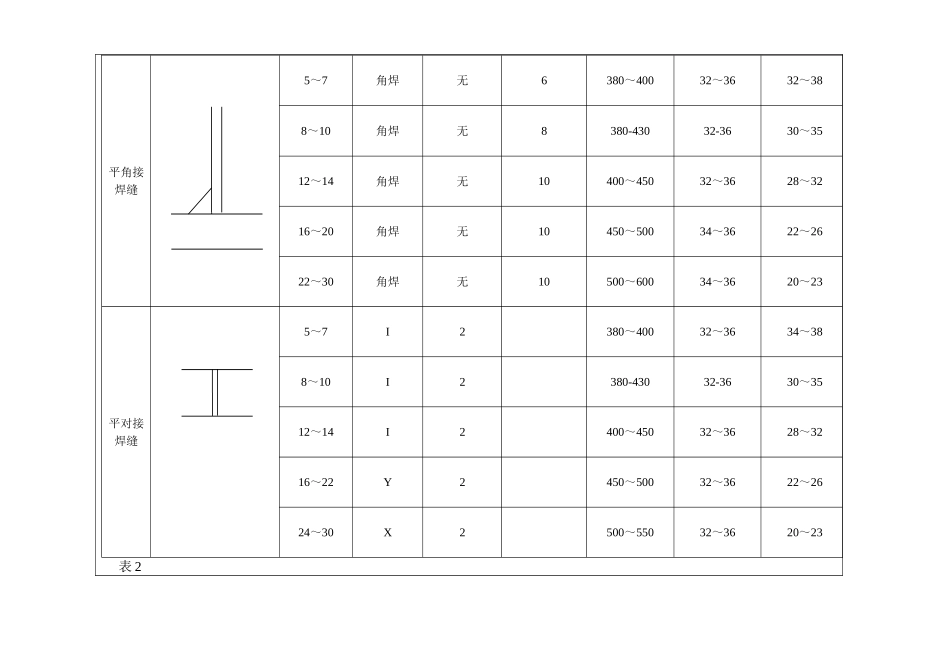
下班前必须把焊剂放入100~150°C的恒温烘箱内保存;4、准备工作:4.1将工件待焊处的铁锈、割渣、毛刺、油渍、污物等杂物清除干净,并将要进行埋弧焊的接缝端面用砂轮打磨,清洁范围应在接头两侧20mm;4.2检查焊缝的装配、坡口加工的正确性,焊缝的角度、倾斜度是否符合要求;5.焊接工艺规范:5.1焊接时,焊接同一个平面上的对称焊缝两个焊枪前后间隔不要大于2米,不可用单个焊枪先后施焊主纵梁同一平面的对称焊缝,以免设备空耗;5.2导电嘴与水平面的夹角应为30~40°;5.3焊丝伸出长度为25mm;5.4为避免漏焊,焊缝两端应安放引弧板和熄弧板,其长度尺寸100mm,其材料、厚度、角度和焊件一致;5.5埋弧焊焊缝基本形式和焊接工艺参数:表1空间位置焊接断面示图工件厚度(mm)焊缝形式装配间隙焊脚长度(mm)电流(A)电压(V)焊接速度m/h平角接焊缝5~7角焊无6380~40032~3632~388~10角焊无8380-43032-3630~3512~14角焊无10400~45032~3628~3216~20角焊无10450~50034~3622~2622~30角焊无10500~60034~3620~23平对接焊缝5~7I2380~40032~3634~388~10I2