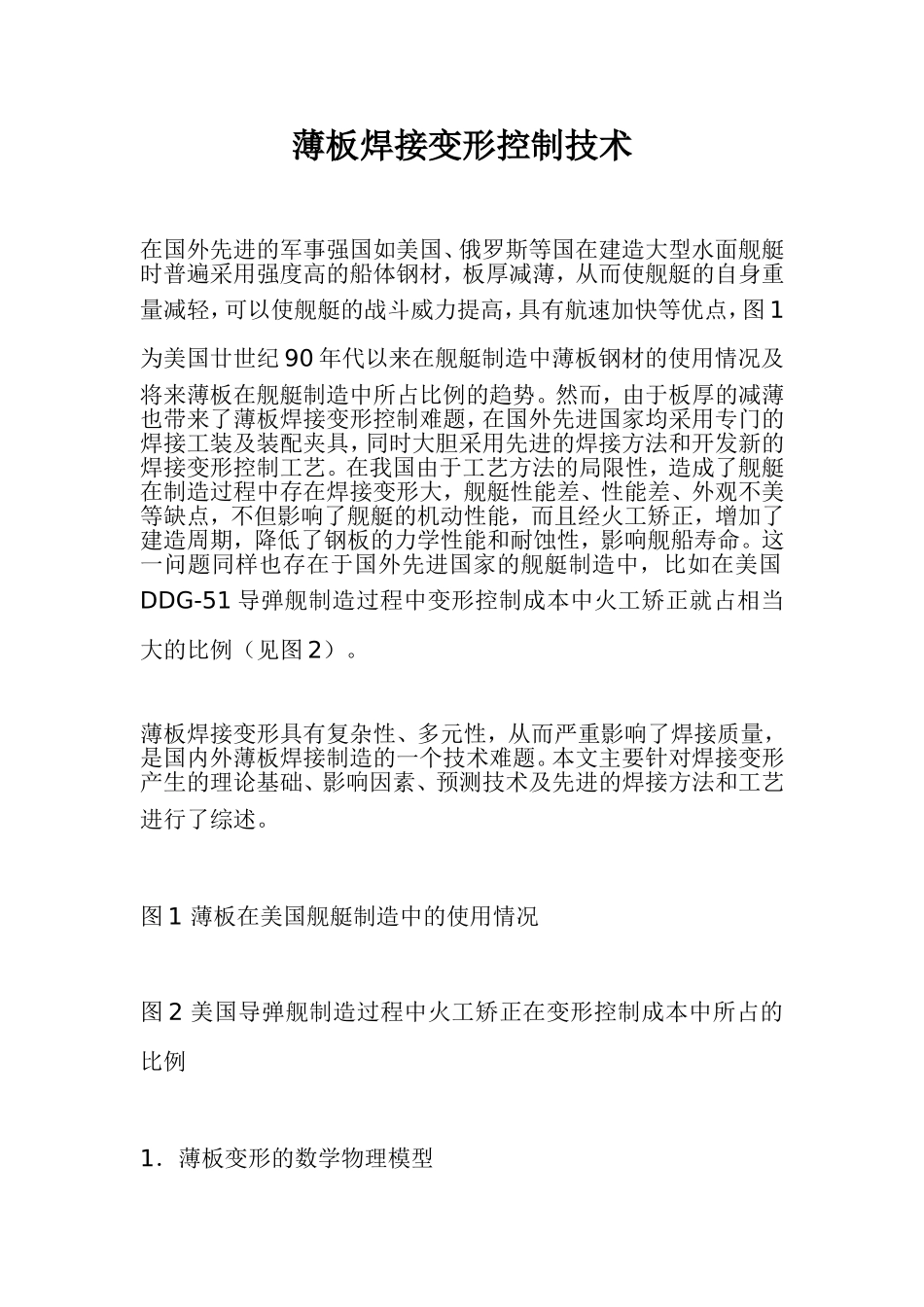
薄板焊接变形控制技术在国外先进的军事强国如美国、俄罗斯等国在建造大型水面舰艇时普遍采用强度高的船体钢材,板厚减薄,从而使舰艇的自身重量减轻,可以使舰艇的战斗威力提高,具有航速加快等优点,图1为美国廿世纪90年代以来在舰艇制造中薄板钢材的使用情况及将来薄板在舰艇制造中所占比例的趋势
然而,由于板厚的减薄也带来了薄板焊接变形控制难题,在国外先进国家均采用专门的焊接工装及装配夹具,同时大胆采用先进的焊接方法和开发新的焊接变形控制工艺
在我国由于工艺方法的局限性,造成了舰艇在制造过程中存在焊接变形大,舰艇性能差、性能差、外观不美等缺点,不但影响了舰艇的机动性能,而且经火工矫正,增加了建造周期,降低了钢板的力学性能和耐蚀性,影响舰船寿命
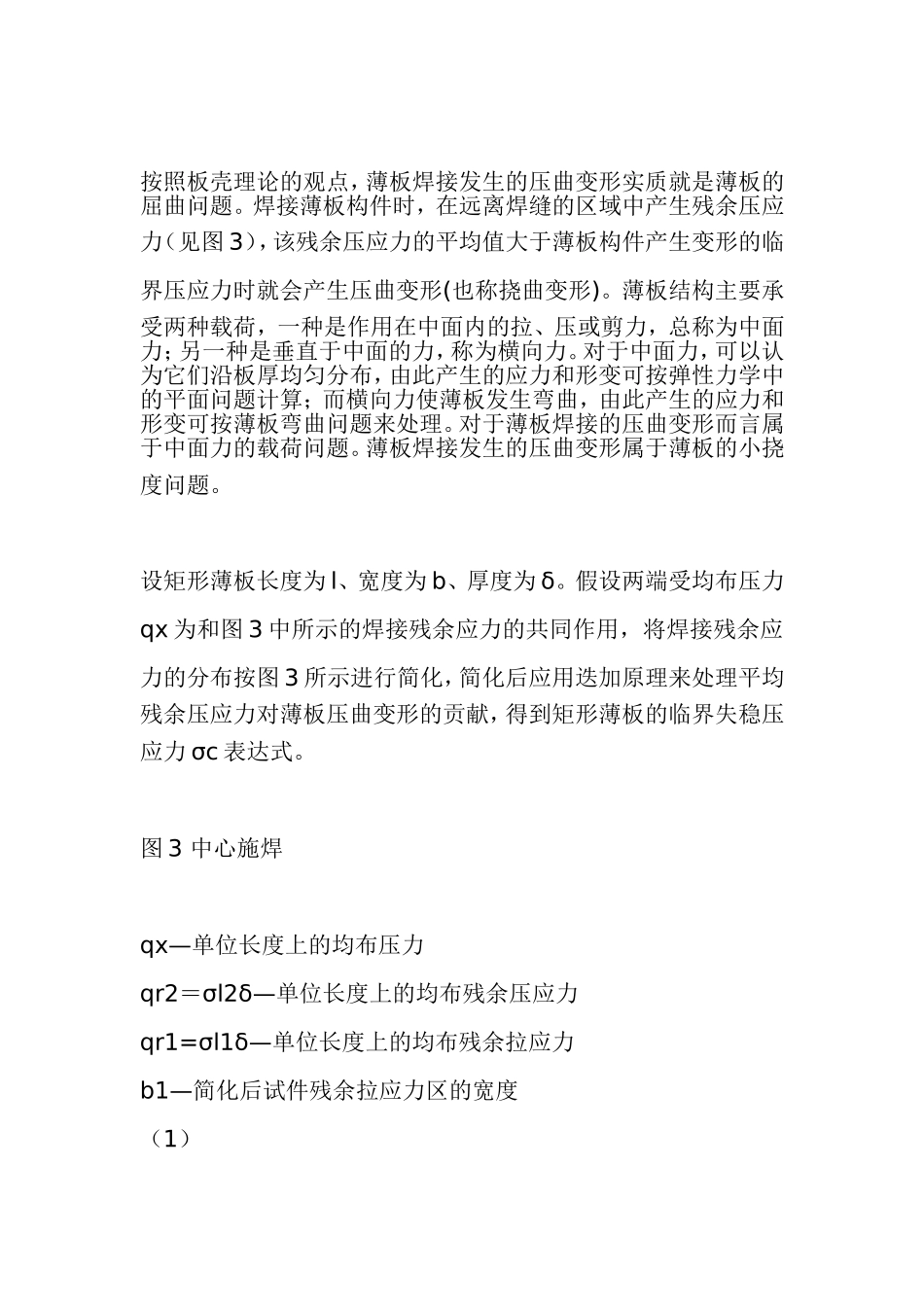
这一问题同样也存在于国外先进国家的舰艇制造中,比如在美国DDG-51导弹舰制造过程中变形控制成本中火工矫正就占相当大的比例(见图2)
薄板焊接变形具有复杂性、多元性,从而严重影响了焊接质量,是国内外薄板焊接制造的一个技术难题
本文主要针对焊接变形产生的理论基础、影响因素、预测技术及先进的焊接方法和工艺进行了综述
图1薄板在美国舰艇制造中的使用情况图2美国导弹舰制造过程中火工矫正在变形控制成本中所占的比例1.薄板变形的数学物理模型按照板壳理论的观点,薄板焊接发生的压曲变形实质就是薄板的屈曲问题
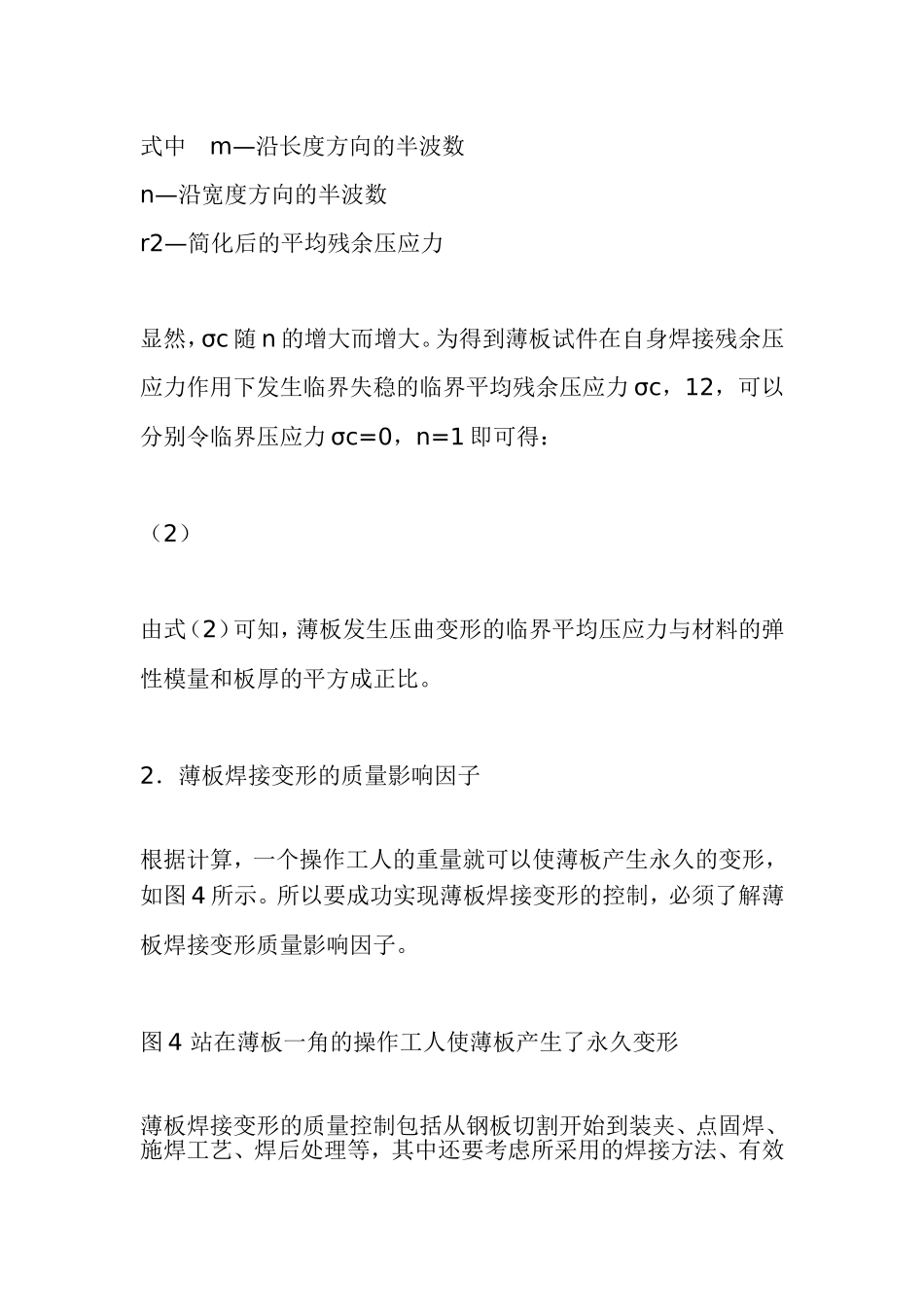
焊接薄板构件时,在远离焊缝的区域中产生残余压应力(见图3),该残余压应力的平均值大于薄板构件产生变形的临界压应力时就会产生压曲变形(也称挠曲变形)
薄板结构主要承受两种载荷,一种是作用在中面内的拉、压或剪力,总称为中面力;另一种是垂直于中面的力,称为横向力
对于中面力,可以认为它们沿板厚均匀分布,由此产生的应力和形变可按弹性力学中的平面问题计算;而横向力使薄板发生弯曲,由此产生的应力和形变可按薄板弯曲问题来处理
对于薄板焊接的压曲变形而言属于中面力的载荷问题