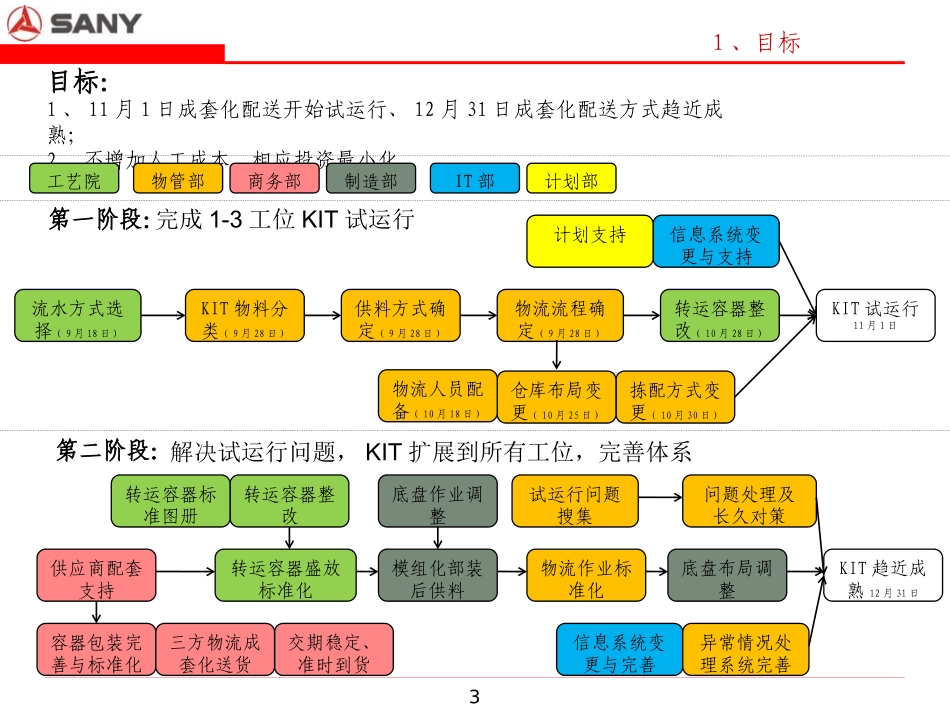
底盘单台套物流(KIT)方案(2012年10月9日)报告人:张大为31、目标目标:1、11月1日成套化配送开始试运行、12月31日成套化配送方式趋近成熟;2、不增加人工成本,相应投资最小化
第二阶段:试运行问题搜集供应商配套支持底盘作业调整信息系统变更与完善异常情况处理系统完善底盘布局调整KIT趋近成熟12月31日容器包装完善与标准化第一阶段:流水方式选择(9月18日)供料方式确定(9月28日)KIT物料分类(9月28日)信息系统变更与支持转运容器整改(10月28日)物流流程确定(9月28日)拣配方式变更(10月30日)KIT试运行11月1日仓库布局变更(10月25日)物流人员配备(10月18日)完成1-3工位KIT试运行解决试运行问题,KIT扩展到所有工位,完善体系问题处理及长久对策交期稳定、准时到货三方物流成套化送货转运容器盛放标准化模组化部装后供料转运容器整改转运容器标准图册物流作业标准化工艺院物管部制造部IT部商务部计划支持计划部4连续流+AGV同步物流:日本五十铃大件KIT连续流+连接同步物流:南京福特马自达KIT与五十铃小件KIT断点续流+不流动物料:上海日野KIT2、KIT流水方式52、KIT流水方式零部件摆放区作业移动区流水线1-N工位物料(AGV流动)1-N工位物料(连接流水线传动)1单工位物料(不流动)断点续流(停一个节拍时间再流到下工位)32连续流连续流单工位物料(不流动)4连续流连续流水+AGV同步物料连续流水+连接传动物料断点流水+不流动物料连续流水+不流动物料9月18日评审选定此方式93、供料方式评审1、单台成套供料优势:分拣人员可以进行高效正确的进行零件分拣;装配工对进行安装时,不会遗漏,同时也能保持高效率(移动减少)说明:同一辆车单工位使用的不同零件打包到一个货架上,依次序从分拣完成区用牵引车送至生产线的供料方式
范围:针对需要上架的物料和易