普通织物芯输送带硫化接头原理及操作方法编辑人:杜宗太审核人:上一2一二层卜重叠部普通织物芯输送带硫化接头接头就是将多条输送带连接起来
接头的方法有很多种,目前常用的最有效可靠的接头方法,是热硫化接头
硫化接头的原理所谓织物芯层输送带接头,不是把径向的线打结连接,而是将各布层按重叠式按布层次分阶梯对接,靠橡胶与布层的粘合力来实现
粘合力表示布层与布层用橡胶粘合后剥离的强力
粘合力以N/mm2为计量单位
粘合的面积越大,粘合力也越大,接头的强力也就越大
所以接头原理就是通过加大面积使得粘合强力大于布层的拉伸强力,从而达到接头的目的
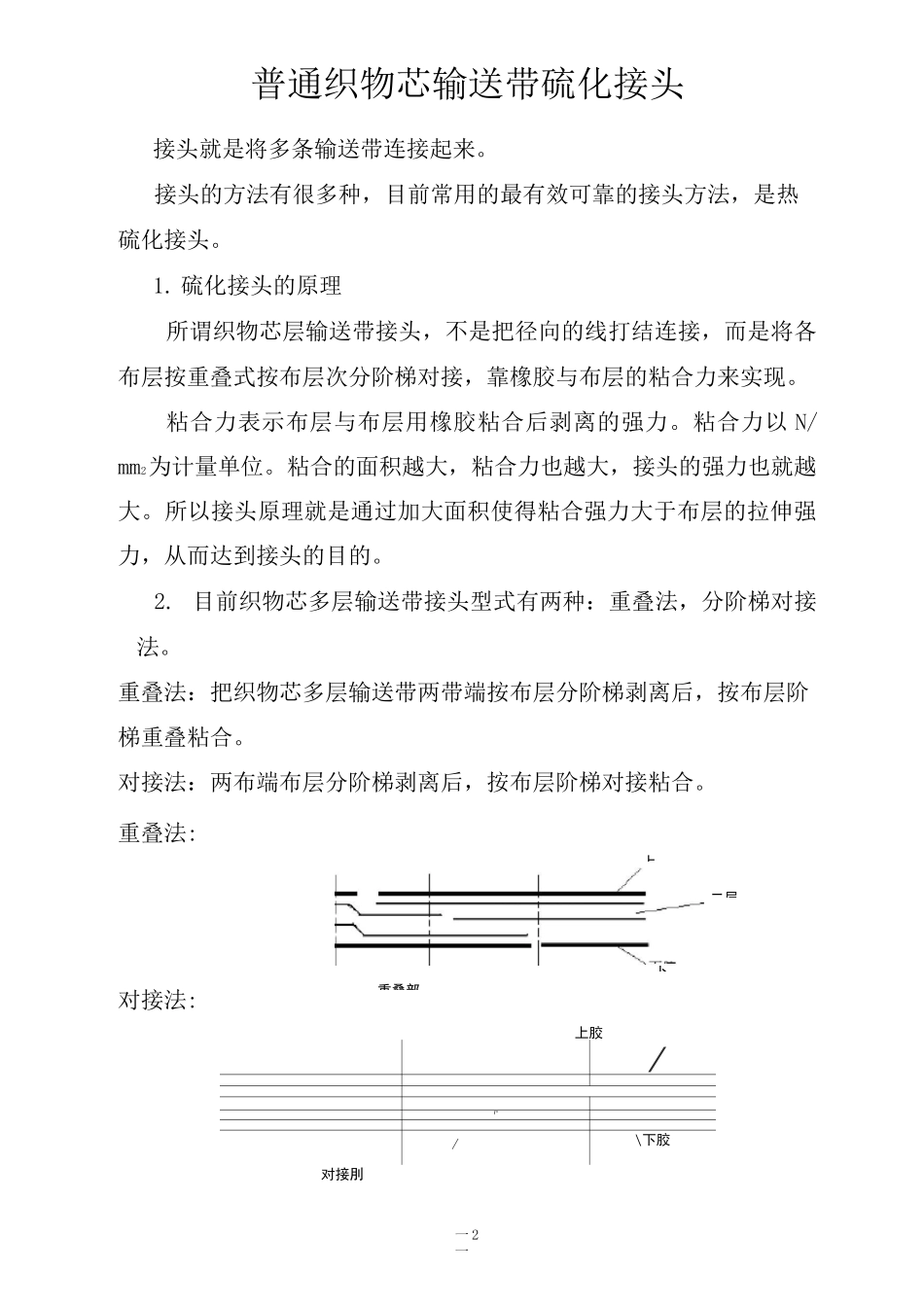
目前织物芯多层输送带接头型式有两种:重叠法,分阶梯对接法
重叠法:把织物芯多层输送带两带端按布层分阶梯剥离后,按布层阶梯重叠粘合
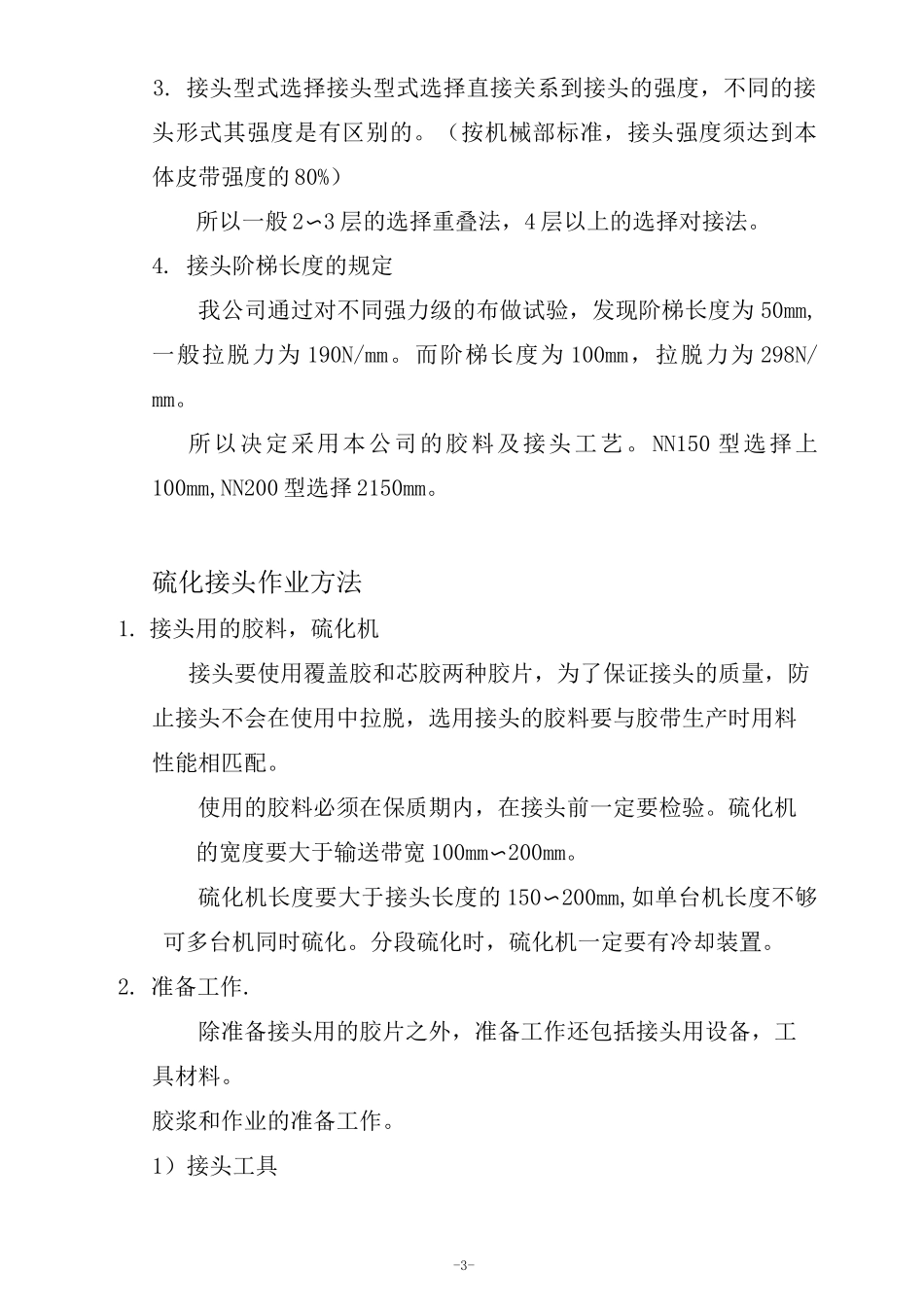
对接法:两布端布层分阶梯剥离后,按布层阶梯对接粘合
重叠法:对接法:上胶/I1'/\下胶对接刖-3-3
接头型式选择接头型式选择直接关系到接头的强度,不同的接头形式其强度是有区别的
(按机械部标准,接头强度须达到本体皮带强度的80%)所以一般2〜3层的选择重叠法,4层以上的选择对接法
接头阶梯长度的规定我公司通过对不同强力级的布做试验,发现阶梯长度为50mm,一般拉脱力为190N/mm
而阶梯长度为100mm,拉脱力为298N/mm
所以决定采用本公司的胶料及接头工艺
NN150型选择上100mm,NN200型选择2150mm
硫化接头作业方法1
接头用的胶料,硫化机接头要使用覆盖胶和芯胶两种胶片,为了保证接头的质量,防止接头不会在使用中拉脱,选用接头的胶料要与胶带生产时用料性能相匹配
使用的胶料必须在保质期内,在接头前一定要检验
硫化机的宽度要大于输送带宽100mm〜200mm
硫化机长度要大于接头长度的150〜200mm,如单台机长度不够可多台机同时硫化
分段硫化时,硫化机一定要有冷却装置