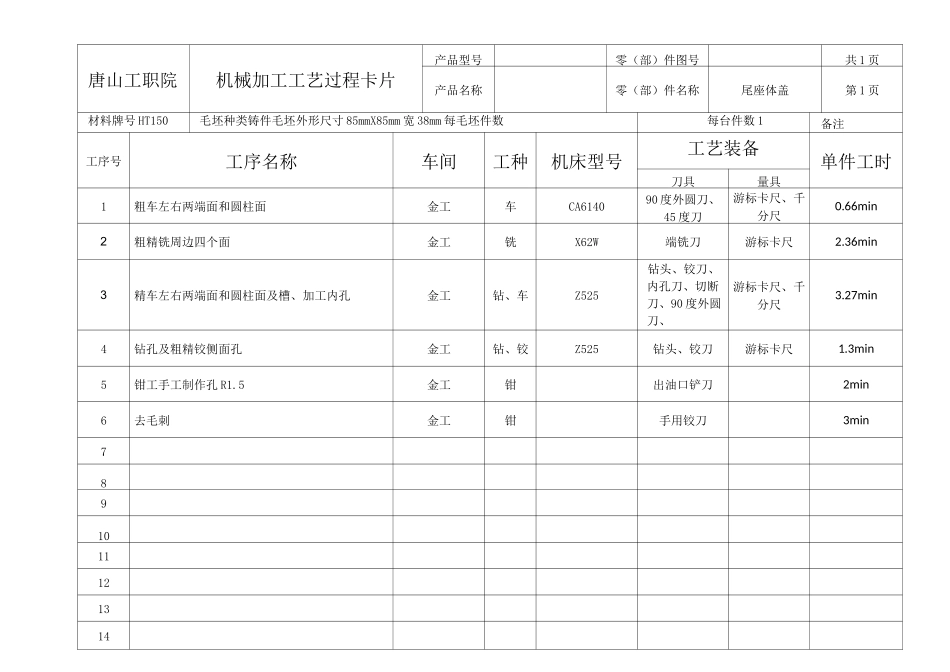
唐山工职院机械加工工艺过程卡片产品型号零(部)件图号共1页产品名称零(部)件名称尾座体盖第1页材料牌号HT150毛坯种类铸件毛坯外形尺寸85mmX85mm宽38mm每毛坯件数每台件数1备注工序号工序名称车间工种机床型号工艺装备单件工时刀具量具1粗车左右两端面和圆柱面金工车CA614090度外圆刀、45度刀游标卡尺、千分尺0
66min2粗精铣周边四个面金工铣X62W端铣刀游标卡尺2
36min3精车左右两端面和圆柱面及槽、加工内孔金工钻、车Z525钻头、铰刀、内孔刀、切断刀、90度外圆刀、45度刀游标卡尺、千分尺3
27min4钻孔及粗精铰侧面孔金工钻、铰Z525钻头、铰刀游标卡尺1
3min5钳工手工制作孔R1
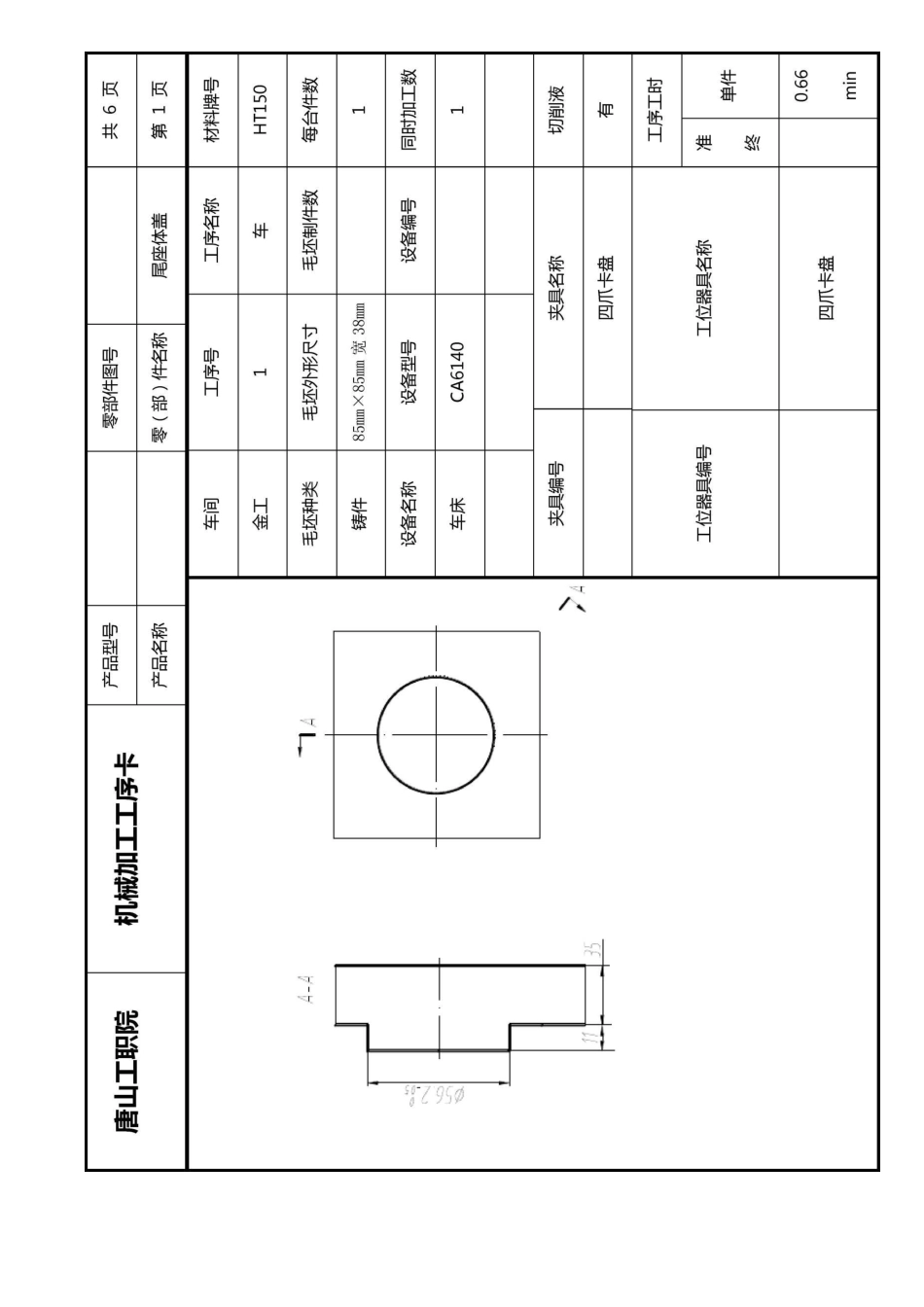
5金工钳出油口铲刀2min6去毛刺金工钳手用铰刀3min7891011121314工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动(min)辅助1粗车左端面,留有0
8mm加工余量45度刀,游标卡尺500133
162粗车外圆至申56
20-05,留有1
1mm加工余量90度刀,游标卡尺,千分尺560149
343掉头,粗车右端面,留有0
8mm加工余量45度刀,游标卡尺500133
16唐山工职院机械加工工序卡产品型号零部件图号共6页产品名称零(部)件名称尾座体盖第2页车间工序号工序名称材料牌号金工2铣HT150毛坯种类毛坯外形尺寸毛坯制件数每台件数铸件85mmX85mm宽38mm1设备名称设备型号设备编号同时加工数车床X62W12
36min工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工E工时机动(min)辅助1粗铳周面(四个面),留有1mm加工余量YG6硬质合金端铳刀