焊接H型钢制作工艺规程1.主体内容和适用范围本工艺规则规定了焊接H型钢产品一般制作流程和检验要求
本规程适用于焊接H型钢产品的制作、检验、涂装要求等2.引用规范与标准GB709-88《热轧钢板和钢带的尺寸、外形、重量及允许偏差》GB50205-2001《钢结构工程施工质量验收规范》JGJ99-88《高层民用建筑钢结构技术规程》JGJ81-2002《建筑钢结构焊接技术规程》YB3301-02《焊接H型钢》GB50017-2003《钢结构设计规范》GB11345-89《钢焊缝手工超声波探伤方法和探伤结果分级》Q/ZJG-012-2004《焊接H型截面钢制产品质量标准》3.人员、设备、材料的要求3
1人员要求焊工须参加相应资格的焊工考试,合格后方可进行相应资格的焊接作业
所有参加焊接的焊工必须按照相应的焊接工艺规程的规定进行操作
2设备的要求设备使用前应检查设备的仪器、仪表是否正常,气路是否畅通,接地是否良好,保证设备使用过程中的安全性和完好性
3材料的要求3
1产品材质符合国家相关标准和设计要求
进口钢材产品的质量符合设计和合同规定的标准要求,钢材进厂要有质量证明书
2钢材厚度的负偏差符合GB709-88的规定
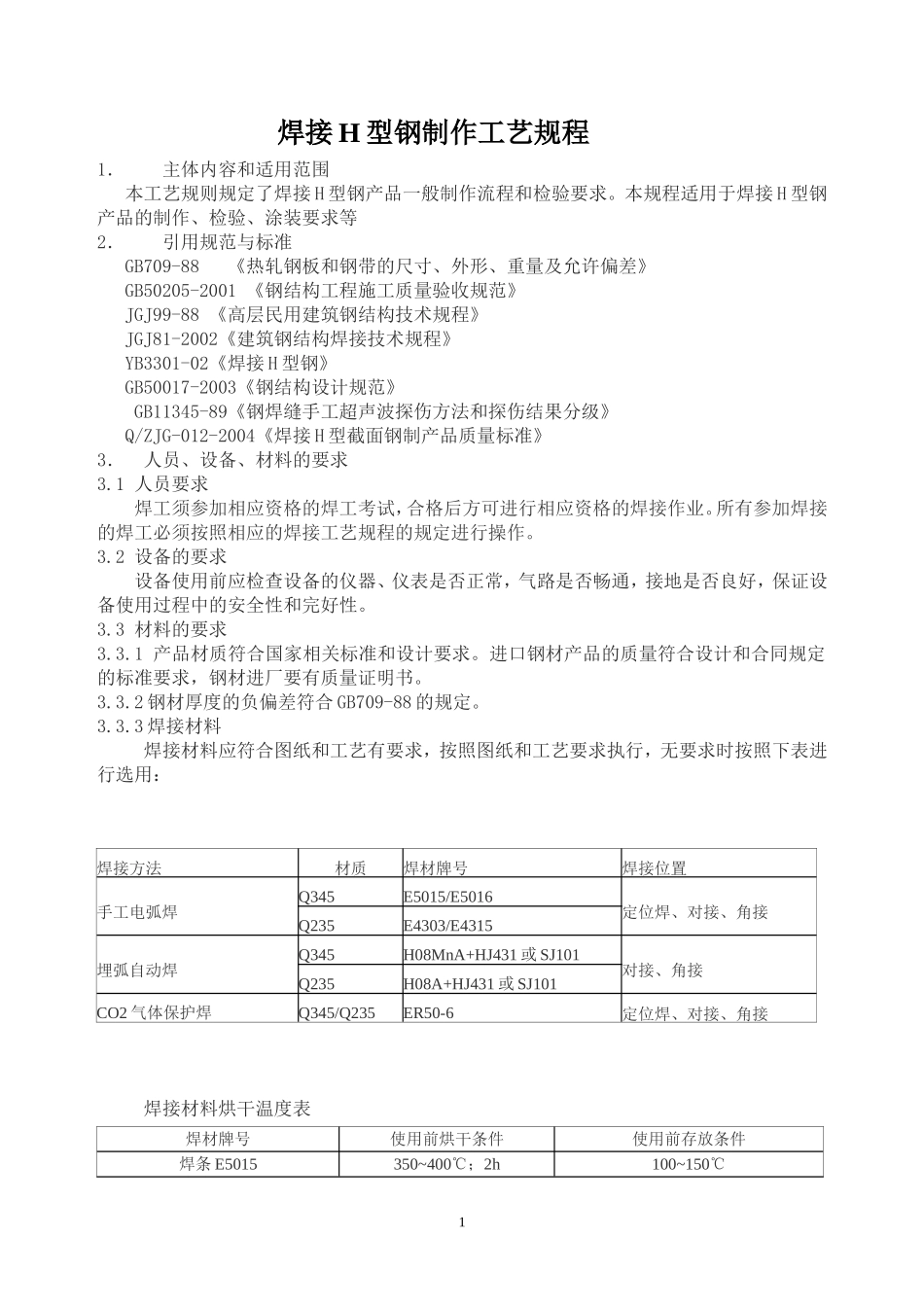
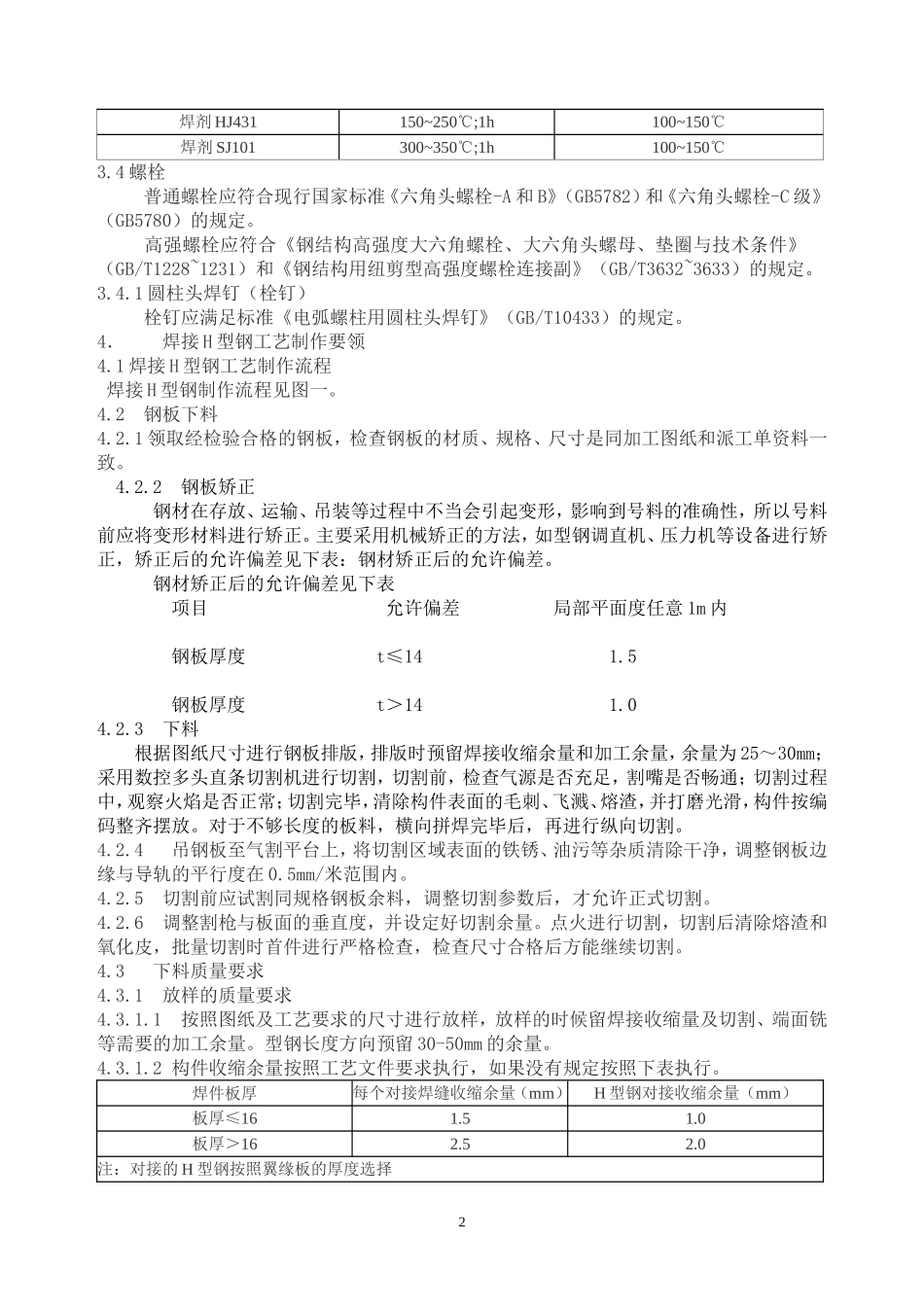
3焊接材料焊接材料应符合图纸和工艺有要求,按照图纸和工艺要求执行,无要求时按照下表进行选用:焊接材料烘干温度表焊材牌号使用前烘干条件使用前存放条件焊条E5015350~400℃;2h100~150℃焊接方法材质焊材牌号焊接位置手工电弧焊Q345E5015/E5016定位焊、对接、角接Q235E4303/E4315埋弧自动焊Q345H08MnA+HJ431或SJ101对接、角接Q235H08A+HJ431或SJ101CO2气体保护焊Q345/Q235ER50-6定位焊、对接、角接1焊剂HJ431150~250℃;1h100~150℃焊剂SJ10