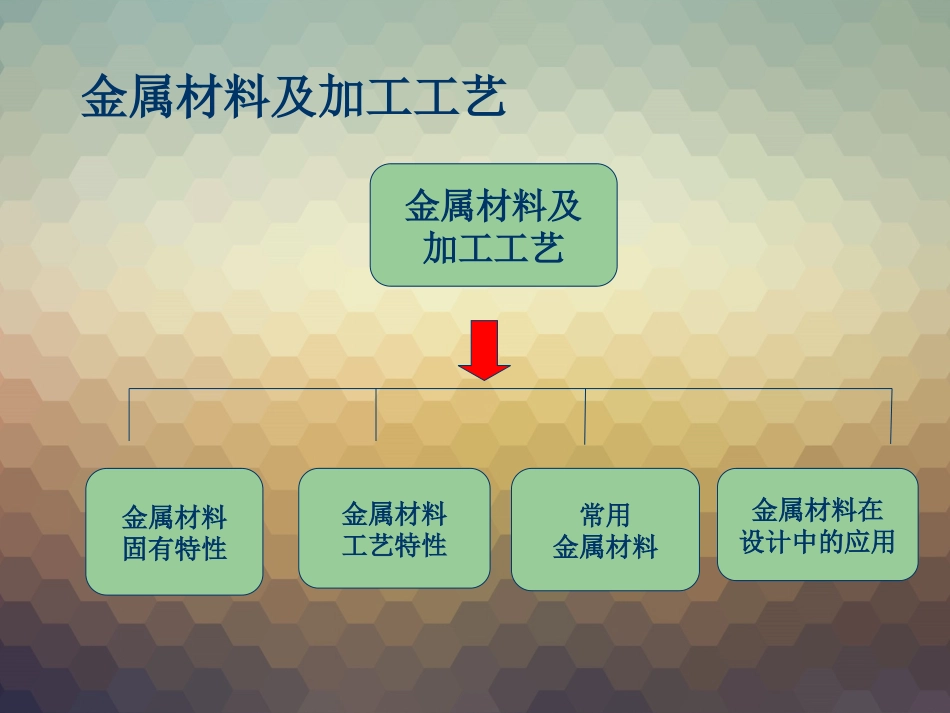
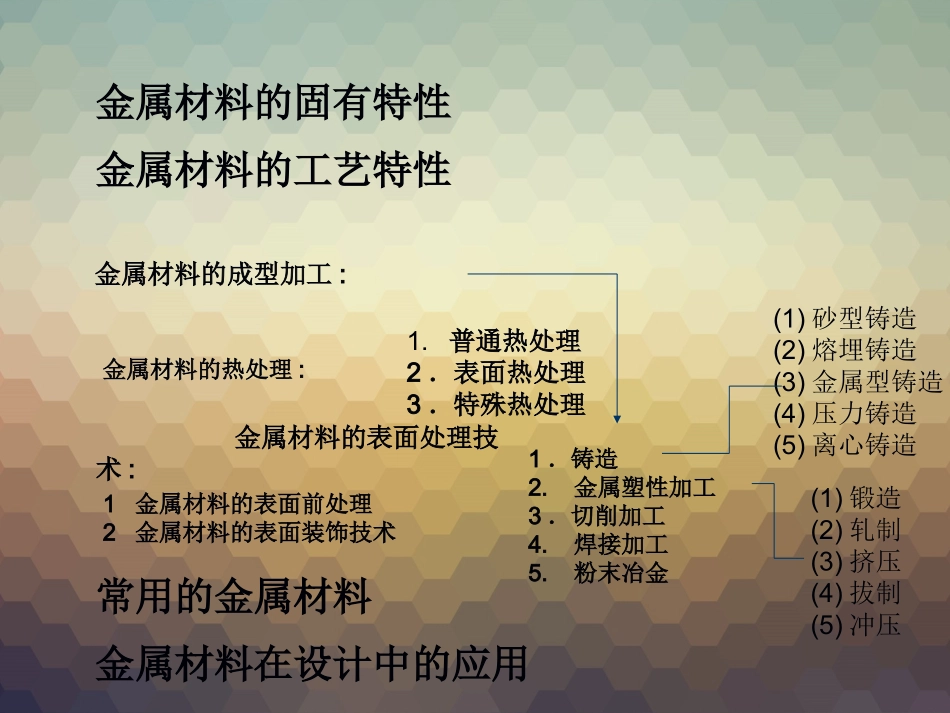
金属材料及加工工艺金属材料工艺特性金属材料固有特性常用金属材料金属材料在设计中的应用金属材料及加工工艺金属材料的固有特性常用的金属材料金属材料的工艺特性金属材料的表面处理技术:1.铸造2
金属塑性加工3.切削加工4
粉末冶金金属材料的成型加工:金属材料的热处理:(1)砂型铸造(2)熔埋铸造(3)金属型铸造(4)压力铸造(5)离心铸造(1)锻造(2)轧制(3)挤压(4)拔制(5)冲压1
普通热处理2.表面热处理3.特殊热处理1金属材料的表面前处理2金属材料的表面装饰技术金属材料在设计中的应用金属材料的固有特性金属材料是金属及其合金的总称
金属的特性是由金属结合键的性质所决定的
金属的特性表现在以下几个方面:①金属材料几乎都是有晶格结构的固体.由金属键结合而成
②金属材料是电与热的良导体
③金属材料表面具有金属所特有的色彩与光泽
④金属材料具有良好的展延性
⑤金属可以制成金属间化合物,可以与其他金属或氢、硼、碳、氮、氧、磷与硫等非金属元素在熔融态下形成合金,以改善金属的性能
合金可根据添加元素的多少,分为二元合金、三元合金等
⑥除了贵金属之外,几乎所有金属的化学性能都较为活泼,易于氧化而生锈,产生腐蚀
金属材料的工艺特性金属材料的成型加工金属的成型方法可区分为铸造、塑性加工、切削加工、焊接与粉末冶金五类
1.铸造将熔融态金属浇入铸型后,冷却凝固成为具有一定形状铸件的工艺方法
铸造按铸型所用材料及浇注方式分为砂型铸造和特种铸造(包括:熔模铸造、金属型铸造、压力铸造和离心铸造)等
常用的铸造材料有铸铁、铸钢、铸铝、铸铜等,通常根据不同的使用目的、使用寿命和成本等方面来选用铸件材料
(1)砂型铸造俗称翻砂,用砂粒制造铸型进行铸造的方法
主要工序有:制造铸模,制造砂铸型(即砂型),浇注金属液,落砂,清理等
砂型铸造适应性强,几乎不受铸件形状、尺寸、重量及所用金属种类的限制,