焊接用焊丝的选用详细资料及选用表1焊丝选用的要点焊丝的选择要根据被焊钢材种类、焊接部件的质量要求、焊接施工条件(板厚、坡口形状、焊接位置、焊接条件、焊后热处理及焊接操作等)、成本等综合考虑
焊丝选用要考虑的顺序如下
①根据被焊结构的钢种选择焊丝对于碳钢及低合金金高强钢,主要是按“等强匹配”的原则,选择满足力学性能要求的焊丝
对于耐热钢和耐候钢,主要是侧重考虑焊缝金属与母材化学成分的一致或相似,以满足对耐热性和耐腐蚀性等方面的要求
②根据被焊部件的质量要求(特别是冲击韧性)选择焊丝与焊接条件、坡口形状、保护气体混合比等工艺条件有关,要在确保焊接接头性能的前提下,选择达到最大焊接效率及降低焊接成本的焊接材料
③根据现场焊接位置对应于被焊工件的板厚选择所使用的焊丝直径,确定所使用的电流值,参考各生产厂的产品介绍资料及使用经验,选择适合于焊接位置及使用电流的焊丝牌号
焊接工艺性能包括电弧稳定性、飞溅颗粒大小及数量、脱渣性、焊缝外观与形状等
对于碳钢及低合金钢的焊接(特别是半自动焊),主要是根据焊接工艺性能来选择焊接方法及焊接材料
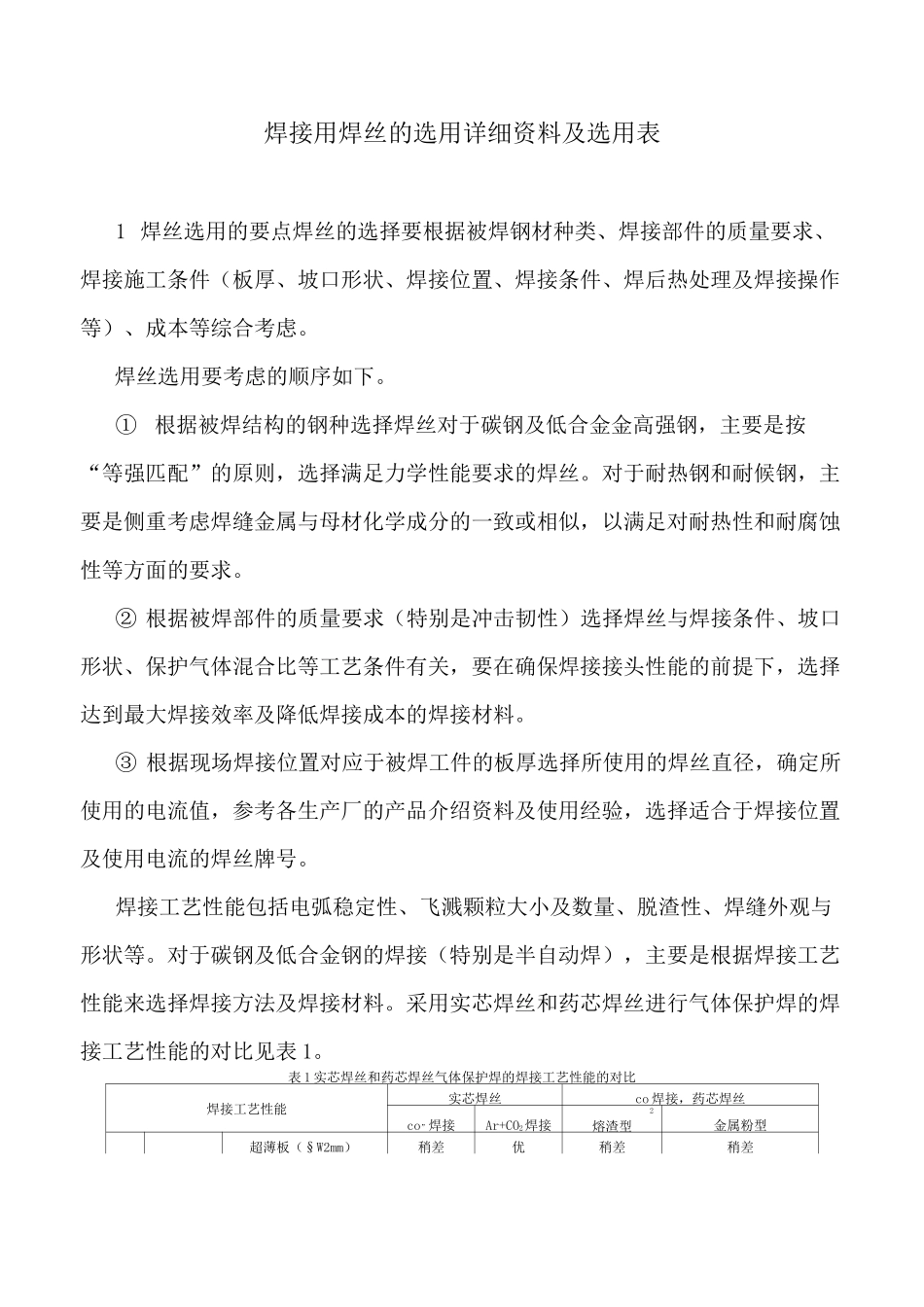
采用实芯焊丝和药芯焊丝进行气体保护焊的焊接工艺性能的对比见表1
表1实芯焊丝和药芯焊丝气体保护焊的焊接工艺性能的对比焊接工艺性能实芯焊丝co焊接,药芯焊丝co”焊接Ar+CO2焊接2熔渣型金属粉型超薄板(§W2mm)稍差优稍差稍差平焊薄板(S6mm)良好良好良好良好操作难易厚板(S>25mm)良好良好良好良好横角焊单层一般良好优良好多层一般良好优良好立焊向下良好优优稍差向下良好良好优稍差平焊一般优优良好焊缝外观横角焊立焊稍差一般优优优优良好一般仰焊稍差良好优稍差电弧稳定性一般优优优熔深优优优优其他飞溅稍差优优优脱渣性一一优稍差咬边优优优优2实芯焊丝的选用(1)埋弧焊焊丝焊丝和焊剂是埋弧焊的消耗材料,从碳素钢到高镍合金多种金属材料的焊接都可以选用焊丝和焊剂配