1 製程目的 經鑽孔及通孔電鍍後, 內外層已連通, 本製程在製作外層線路, 以達電性的完整
2 製作流程 →→→ 銅面處理壓膜曝光顯像8
1 銅面處理 詳細資料請參考 4
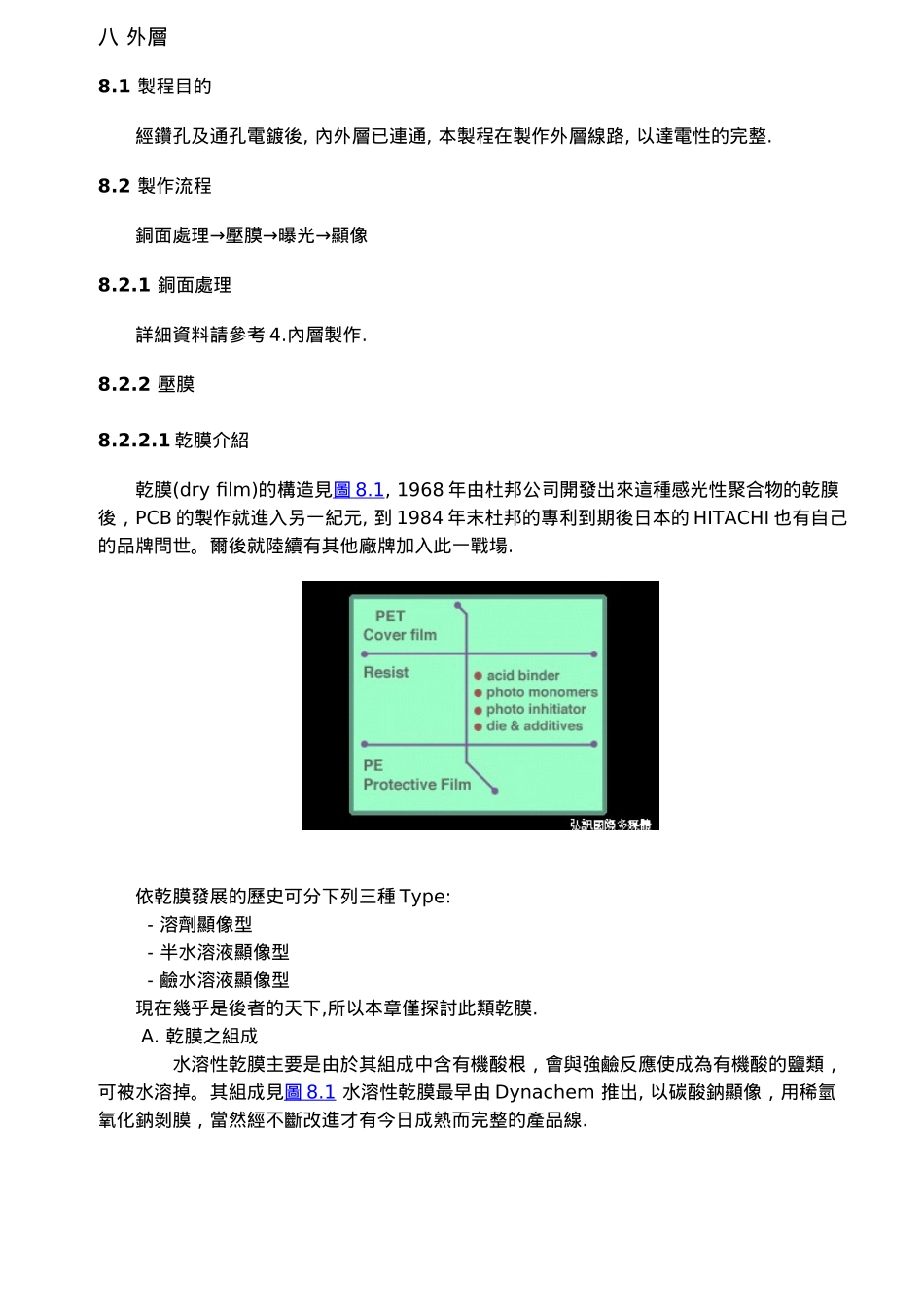
1 乾膜介紹 乾膜(dry film)的構造見圖 8
1 , 1968 年由杜邦公司開發出來這種感光性聚合物的乾膜後,PCB 的製作就進入另一紀元, 到 1984 年末杜邦的專利到期後日本的 HITACHI 也有自己的品牌問世
爾後就陸續有其他廠牌加入此一戰場
依乾膜發展的歷史可分下列三種 Type: -溶劑顯像型 -半水溶液顯像型 -鹼水溶液顯像型 現在幾乎是後者的天下,所以本章僅探討此類乾膜
乾膜之組成 水溶性乾膜主要是由於其組成中含有機酸根,會與強鹼反應使成為有機酸的鹽類,可被水溶掉
其組成見圖 8
1 水溶性乾膜最早由 Dynachem 推出, 以碳酸鈉顯像,用稀氫氧化鈉剝膜,當然經不斷改進才有今日成熟而完整的產品線
製程步驟 乾膜作業的環境,需要在黃色照明,通風良好,溫濕度控制的無塵室中操作,以減少 污染增進阻劑之品質
其主要的步驟如下: ──── 壓膜 停置 曝光 停置 顯像8
2 壓膜(Lamination) 作業A
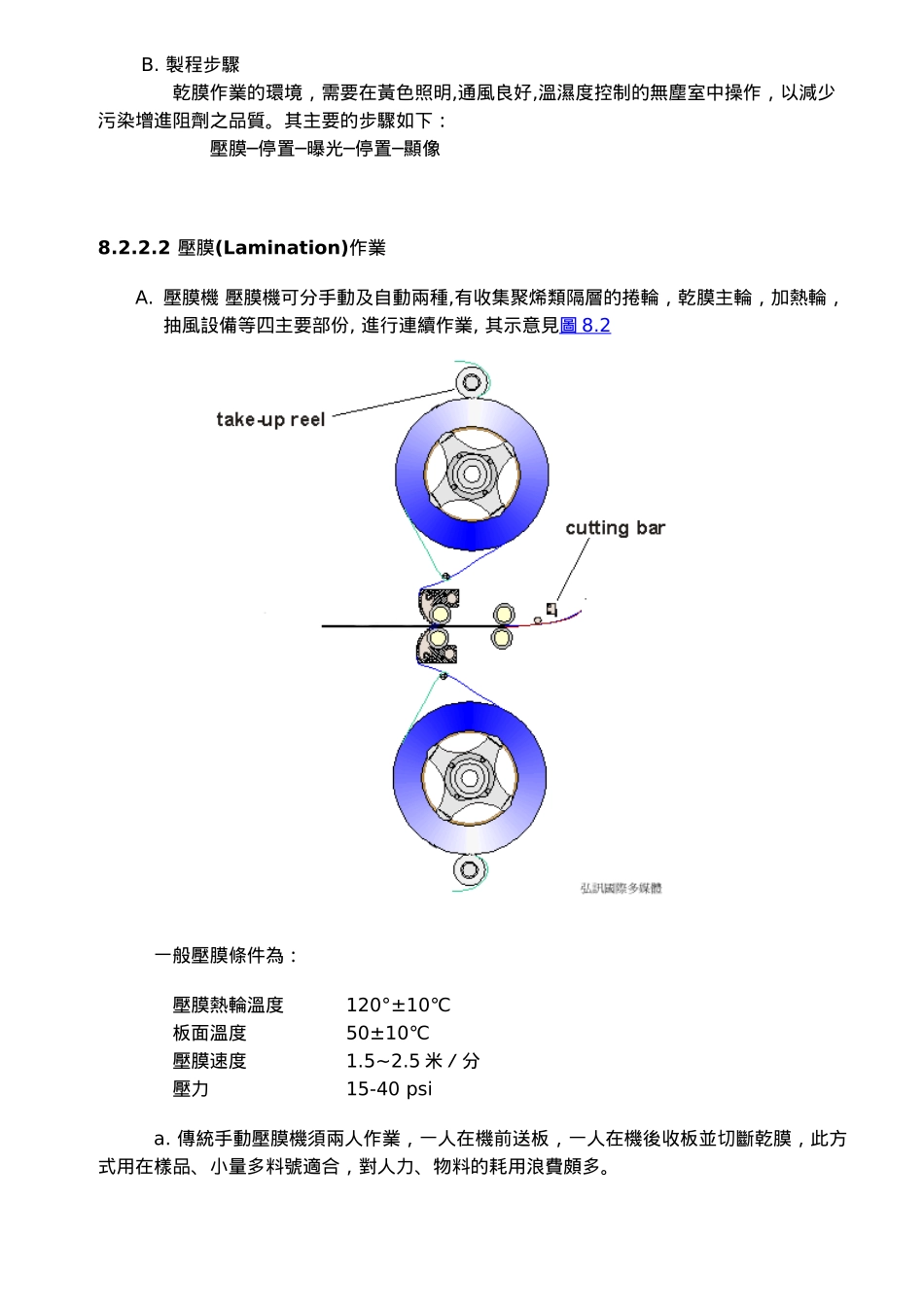
壓膜機 壓膜機可分手動及自動兩種,有收集聚烯類隔層的捲輪,乾膜主輪,加熱輪,抽風設備等四主要部份, 進行連續作業, 其示意見圖 8
2 一般壓膜條件為: 壓膜熱輪溫度120°±10℃ 板面溫度50±10℃ 壓膜速度1
5 米/分 壓力15-40 psi a
傳統手動壓膜機須兩人作業,一人在機前送板,一人在機後收板並切斷乾膜,此方 式用在樣品、小量多料號適合,對人力、物料的耗用浪費頗多
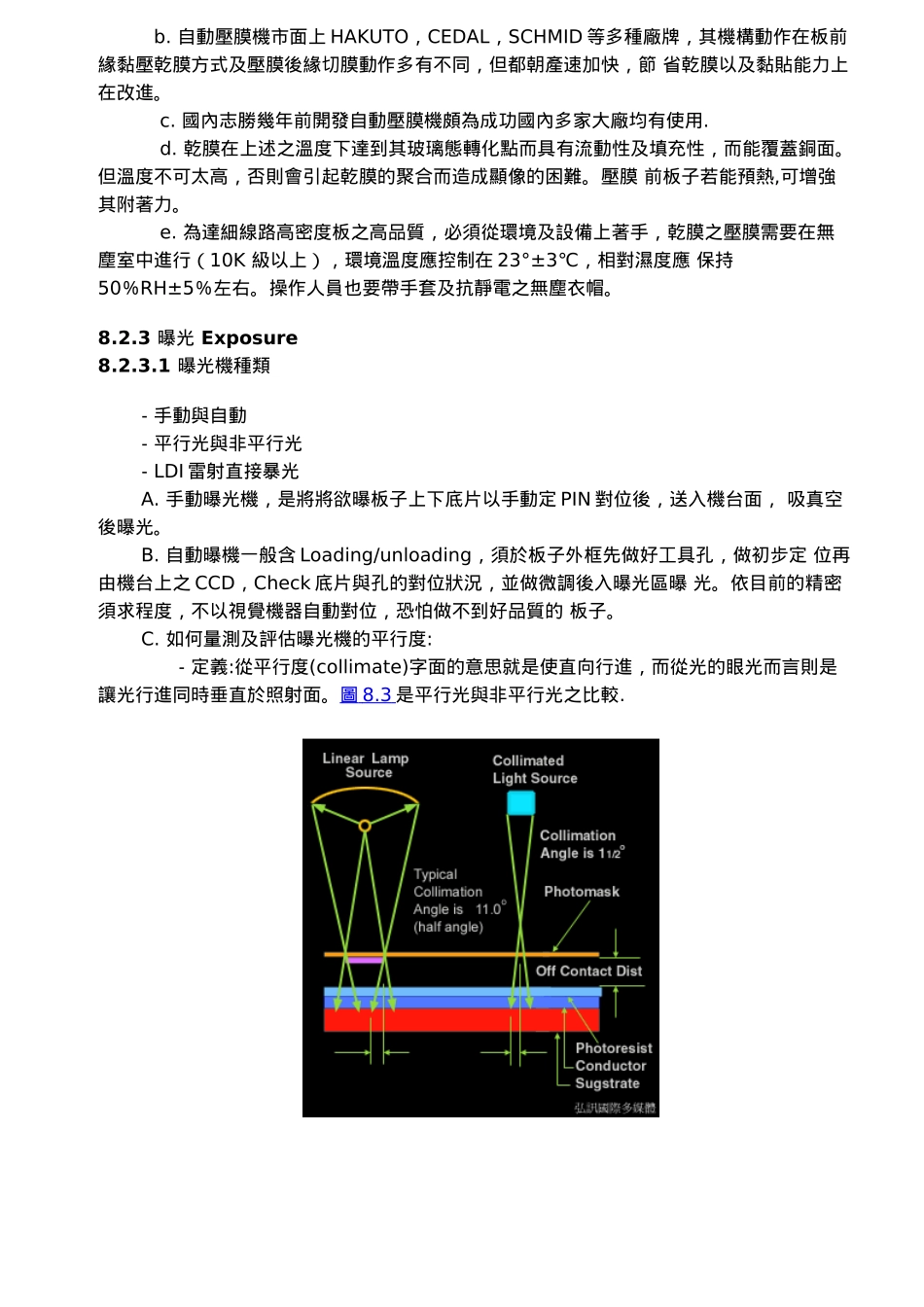
自動壓膜機市面上 HAKUTO,CEDAL,SCHMID 等多種廠牌,其機構動作在板前