、工程概况业主名称:北京首钢集团有限公司工程名称:首钢第一线材厂机械设备安装工程设计单位:北京首钢设计院生产规模首钢高速线材车间生产规模为万,产品规格为 Ф~光面线材
全部以盘卷状态交货,最大卷重㎏
生产钢种为普碳钢、优质碳素结构钢及低合金钢
1 主要工程设备工程范围及内容:号轧机至吐丝机的机械设备、液压润滑系统及机体工艺水管道的安装
工程主要设备包括:粗中轧区设备 台套 重约吨;精轧区设备 台套 重约吨;液压润滑站设备 台套 重约吨;其它(泵、风机等) 重约吨;工艺导卫及导槽 重约吨;液压润滑管道 重约吨;合 计 约吨
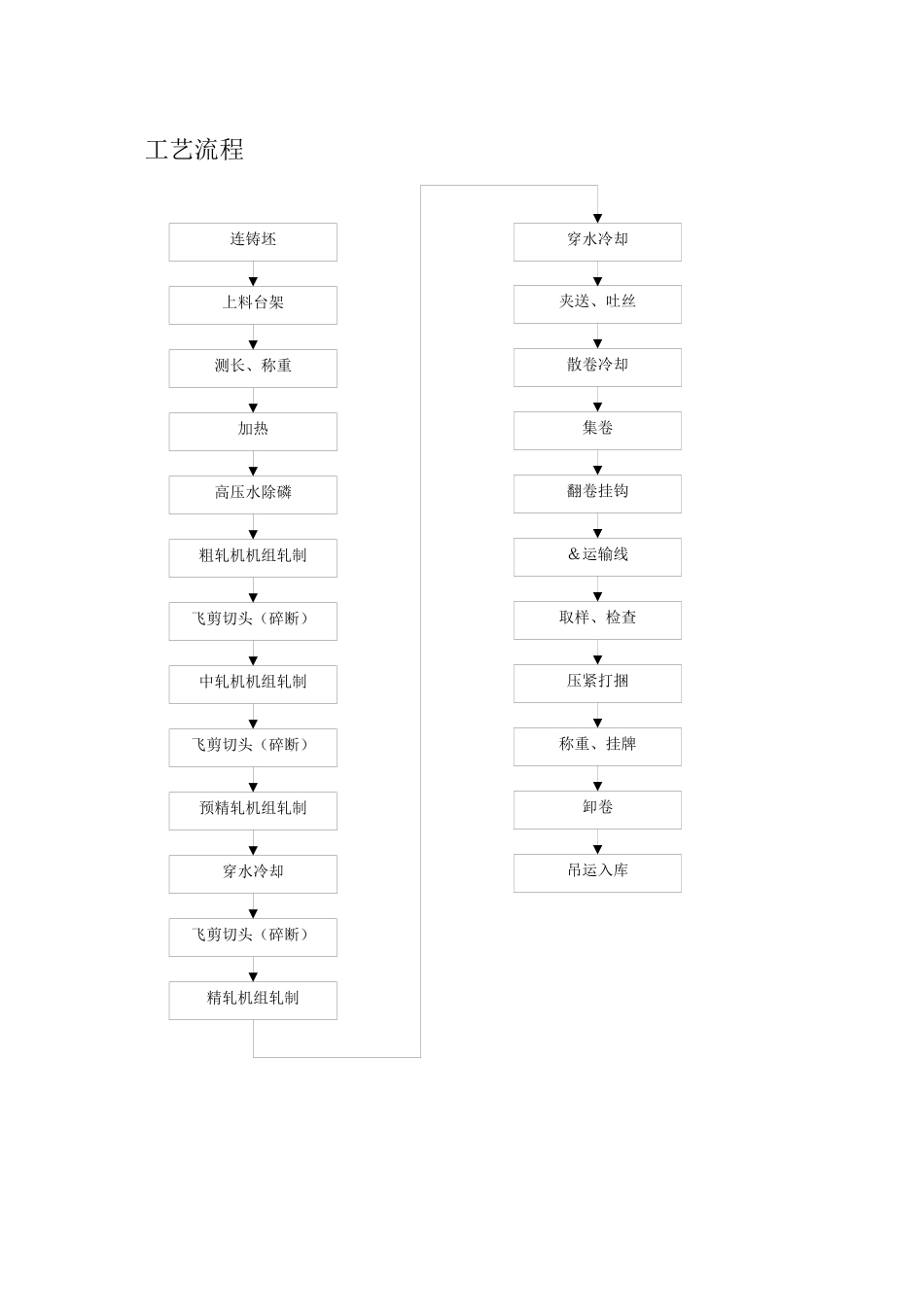
2 生产工艺连铸坯上料台架测长、称重加热高压水除磷粗轧机机组轧制飞剪切头(碎断)中轧机机组轧制飞剪切头(碎断)预精轧机组轧制穿水冷却飞剪切头(碎断)精轧机组轧制穿水冷却夹送、吐丝散卷冷却集卷翻卷挂钩&运输线取样、检查压紧打捆称重、挂牌卸卷吊运入库 工艺流程 基本工艺参数年产量 万吨产品规格 ~轧机型式 架单线全连续高速无扭线材轧机轧机规格 ΦΦΦΦΦΦ厂房面积 约万平车间设备总重量 约吨 生产工艺流程简述由炼钢车间运入的连铸坯在原料跨钢坯架内一字码放
根据生产要求,电磁吊车将钢坯成排吊运至上料台架上,每次吊运量一般为根
上料台架的步进机构将钢坯向前步进,钢坯逐根滑落到入炉辊道上
钢坯在入炉辊道上运行至升降挡板处测长、称重,超长、超短及超弯钢坯由废钢剔除机构剔除,并在废钢收集槽中收集,合格钢坯通过炉内入炉悬臂辊送入加热炉内加热
根据不同钢种的加热制度要求,钢坯在步进式加热炉内加热到℃-℃
再根据轧制节奏的要求,由出炉悬辊将加热好的钢坯逐根送出炉外
拉出机夹送钢坯通过高压水除磷装置,以除去钢坯表面氧化皮
保温辊道段预留钢坯焊接装置,以实现无头轧制工艺,然后钢坯由保温辊道送入粗轧机
车间轧机共架,为全连续布置,并分为粗轧、中轧、预精轧及精轧机组