第3章冲裁工艺及冲裁模具设计一、 填空1. 圆形垫圈的内孔属于 外形属于
2. 冲裁断面分为四个区域:分别是 , , ,
3. 冲裁过程可分为 , , 三个变形阶段
4. 工作零件刃口尺寸的确定冲孔以 为计算基准,落料以 为计算基准
5. 冲裁件的经济冲裁精度为
6. 凸凹模在下模部分的叫 ,凸凹模在上模部分的叫 其中 复合模多一套打件装置
7. 弹性卸料装置除了起卸料作用外,还起 作用,它一般用于 的情况
8. 侧刃常用于 中,起 的作用
9. 冲压力合力的作用点称为 ,设计模具时,要使 与模柄中心重合
挡料销用于条料送进时的 ,导正销用于条料送进时的
二、 判断(正确的在括号内打√,错误的打×)1. ( )落料件比冲孔件精度高一级
2. ( )在其它条件相同的情况下,H62 比 08 钢的搭边值小一些
3. ( )在复合模中,凸凹模的断面形状与工件完全一致
4. ( )复合模所获得的零件精度比级进模低
5. ( )直对排比斜对排的材料利用率高
三、 选择1. 在压力机的每次行程中,在 ,同时完成两道或两道以上 的冲模叫级进模
A. 同一副模具的不同位置 B
同一副模具的相同位置
不同工序 D
相同工序2. 精密冲裁的条件是 A. 工作零件带有小圆角 ,极小的间隙,带齿压料板,强力顶件B. 工作零件为锋利的刃口,负间隙,带齿压料板,强力顶件3.冲裁模导向件的间隙应该 凸凹模的间隙
A.大于 B
小于等于4.凸模比凹模的制造精度要 ,热处理硬度要求
A.高一级 B
相同5.硬材料比软材料的搭边值 ,精度高的制件搭边值和精度低的制件
相同四、 思考1.什么是冲裁间隙
为什么说冲裁间隙是重要的
2.比较单工序模、复合模、级进模的优缺点
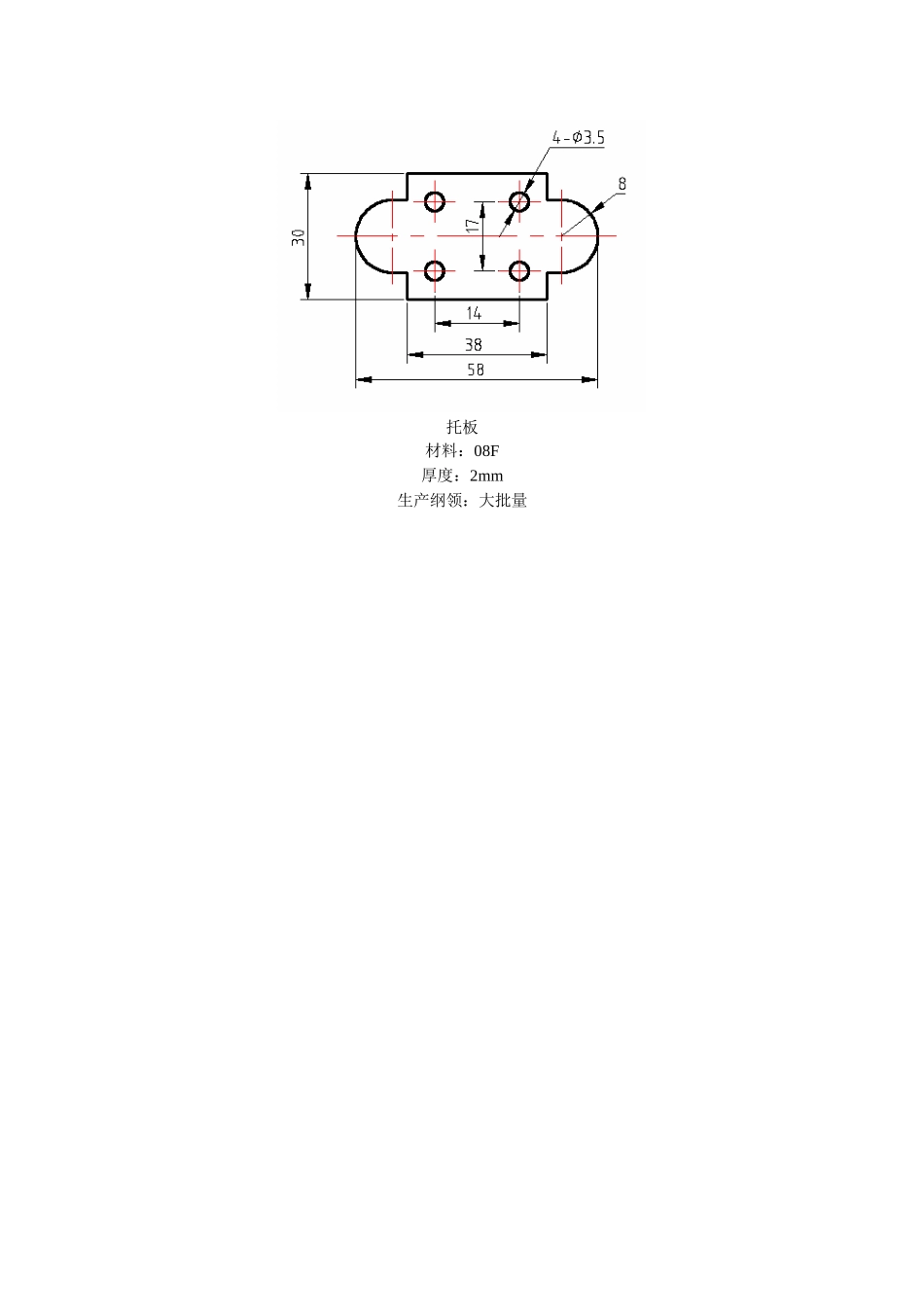
五、根据图示零件,完成以下内容:1) 工作零