拉拔基础及拉拔工艺第一章 概述1 拉拔的一般概念• 1
1 拉拔的实质• 对金属坯料施以拉力,使之通过模孔以获得与模孔截面尺寸、形状相同的制品的塑性加工方法称为拉拔
拉拔是管材、棒材、型材以及线材的主要生产方法之一
2 拉拔分类 按制品截面形状,拉拔可分为实心材拉拔与空心材拉拔
1 实心材拉拔(略)1
2 空心材拉拔• 空心材拉拔主要包括圆管及异形管材的拉拔,对于空心材拉拔有如下几种基本方法
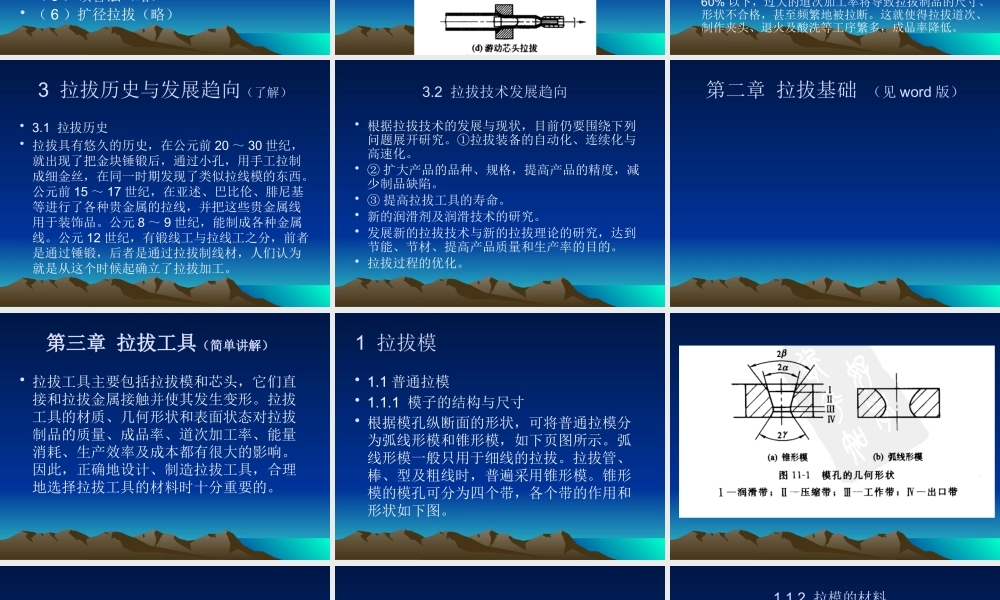
• (1) 空拉• 拉拔时,管坯内部不放芯头,即无芯头拉拔,主要是以减少管坯的外径为目的
拉拔后的管材壁厚一般会略有变化,壁厚或者增加,或者减小
经多次空拉的管材,内表面粗糙,严重时会产生裂纹
空拉法适用于小直径管材、异形管材、盘管拉拔以及减径量很小的减径与整形拉拔
• ( 2 )长芯杆拉拔• 将管坯自由地套在表面抛光的芯杆上,使芯杆与管坯一起拉过模孔,以实现减径和减壁,此法成为长芯杆拉拔
芯杆的长度应略大于拉拔后管材的长度
拉拔一道次之后,需要用脱管法或滚轧法取出芯杆
• 长芯杆拉拔的特点是道次加工率较大, 可达63% ,但由于需要准备许多不同直径的长芯杆和增加脱管工序,通常在生产中很少采用,它适用于薄壁管材以及塑性较差的钨、钼管材的生产
• ( 3 )固定芯头拉拔• 拉拔时将带有芯头的芯杆固定,管坯通过模孔实现减径或减壁
• 固定芯头拉拔的管材内表面质量比空拉的要好,此法在管材生产中应用最广泛, 但拉拔细管比较困难,而且不能生产长管
• ( 4 )游动芯头拉拔• 在拉拔过程中,芯头不固定在芯杆上,而是靠本身的外形建立起来的力平衡被稳定在模孔中
游动芯头拉拔时管材拉拔较为先进的一种方法,非常适用于长管和盘管生产,对于提高拉拔生产率、成品率和管材内表面质量极为有利
但是与固定芯头拉拔相比,游动芯头拉拔的难度较大,工艺条件和技术要求较高,配模有一定限制,故不可能完