钢结构施工方案XX 工程公司年月日编制依据施工规范和标准GBJ300-88 《建筑安装工程质量检验评定统一标准》GBJ50224-88 《防腐蚀工程质量检验评定标准》GBJ50205-95 《钢结构工程施工及验收规范》GB50221-95 《钢结构工程质量检验评定标准》JGJ46-88 《施工现场临时用电安全技术规范》施工技术方案1 钢结构制作、安装施工技术方案1
1 钢结构制作按照初步设计图纸和结合现场实际情况确定,立柱、砂斗梁、钢梯、主梁等全部在工厂预制完成;所有砂斗先将壁板(包括加强筋板和加强角钢等)在工厂预制完成,运至现场后,吊装至安装位置拼装完成
平台支撑梁、辅助梁、平台面板等在现场预制后吊装至安装位置后拼装完成
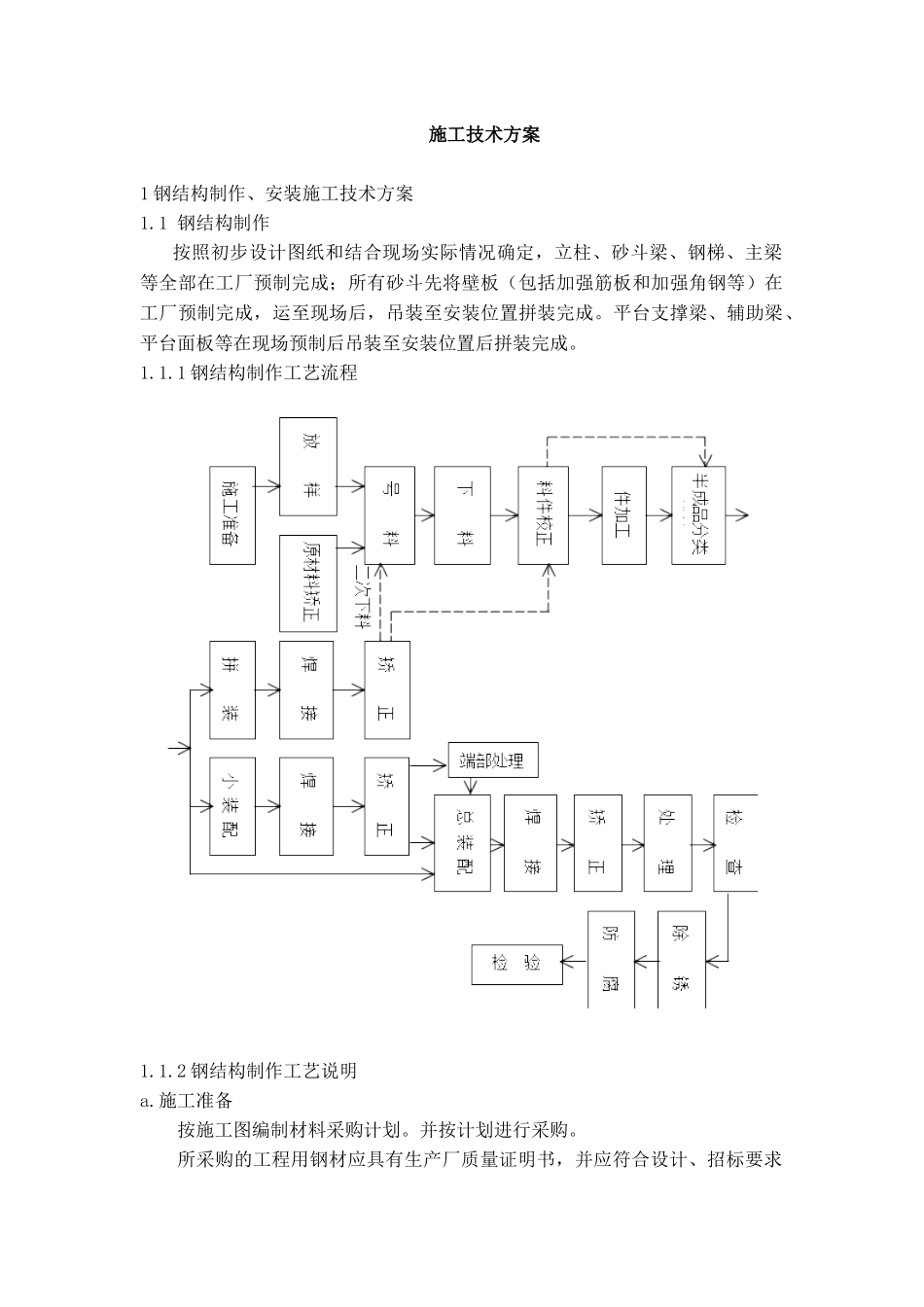
1 钢结构制作工艺流程1
2 钢结构制作工艺说明a
施工准备按施工图编制材料采购计划
并按计划进行采购
所采购的工程用钢材应具有生产厂质量证明书,并应符合设计、招标要求的质量要求(钢材必须符合 GB700-65 所规定之机械特性)
对有疑问的钢材按国家标准《碳素结构钢》的要求进行抽样检查
对主要工程设备和材料,需征得监理公司及业主书面认可后方可采购
所购设备和材料必须有合格证,且需经监理公司检验合格签字并由业主签字认可后,方可使用
当钢材表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于该钢材负偏差值的 1/2
按施工图所标明的钢结构规模,工作量准备充足的施工人员,工机具等
由专业技术人员向施工人员作技术交底,说明钢结构制作的工艺要求,质量要求和施工方法
放样、号料、下料
预制件根据施工图要求进行放样和制作样板并按所放样进行号料
放样和号料应根据工艺要求预留制作和安装时的焊接收缩余量及切割、刨边和铣平等的加工余量
放样和样板的允许偏差应符合下表规定项 目允许偏差平行线距离和分段尺寸±0
5mm对角线差1
0mm宽度、长度±0