电弧炉(矿热炉)常见断电极原因及具体控制措施和解决方法2020
7电弧炉生产过程中常因炉料、设备、操作及电极本身质量问题或以上因素的交互影响而导致电极折断,断电极事故一方面会造成电弧炉间歇性停炉而影响其生产效率及现场生产组织工作;另一方面会增加电弧炉电极事故消耗,进而增加电弧炉冶炼成本
因此,认真分析电弧炉电极折断问题,准确判断电极折断的真实原因并有效的指导现场生产,可显著降低电弧炉电极折断次数,从而大幅度提高电弧炉生产效率并降低炼钢冶炼成本
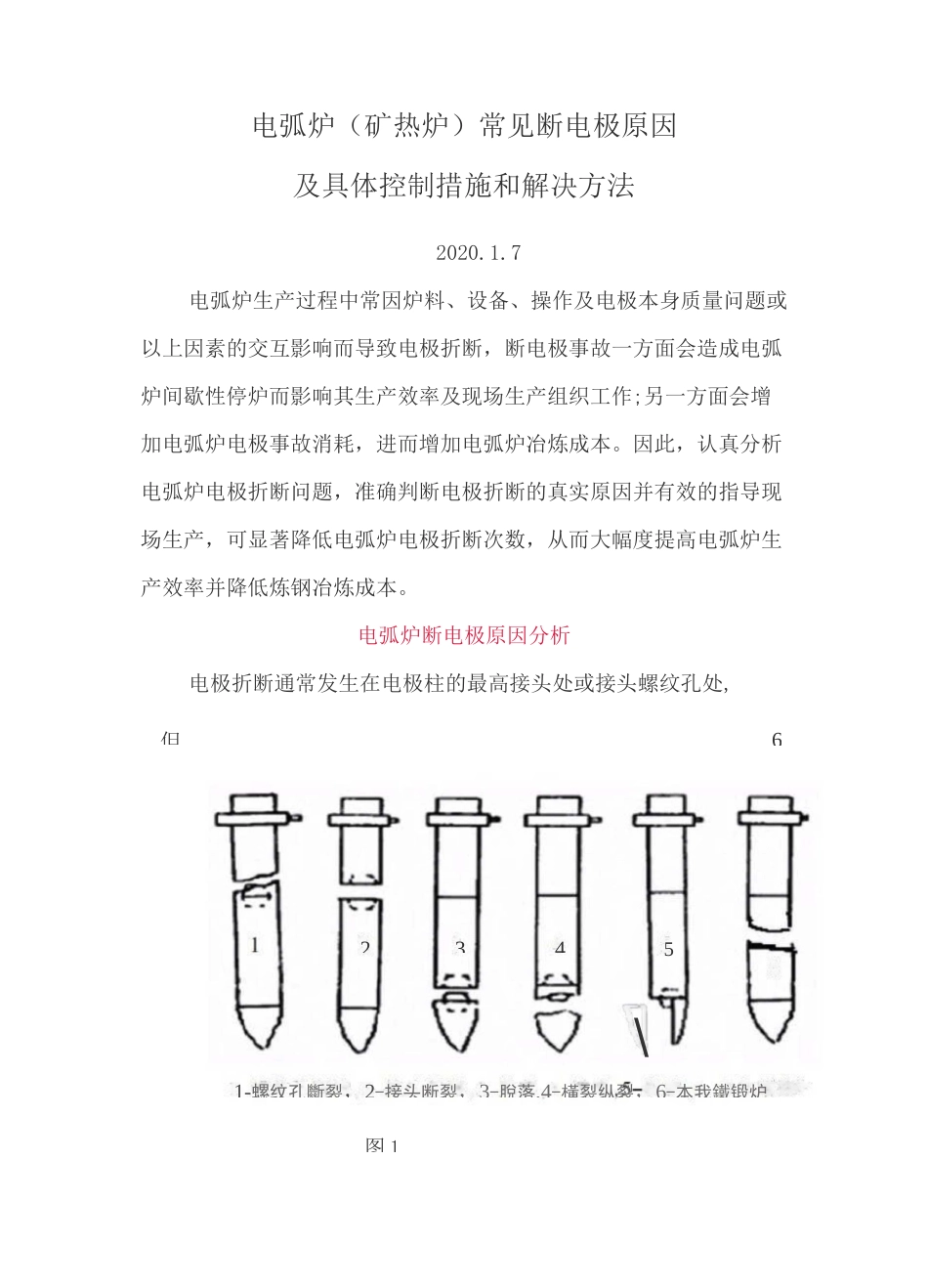
电弧炉断电极原因分析电极折断通常发生在电极柱的最高接头处或接头螺纹孔处,23456\但1-螺纹孔斷裂,2-接头断裂,3-脫落,4-橫裂纵裂,6-本我鐵锻炉图 1一、炉料原因炉料的好坏不仅会影响电弧炉金属回收率控制水平,同时也直接关系到电弧炉冶炼过程中的电极运行安全,炉料问题导致的断电极问题主要表现在以下几个方面
(1)炉料中混有橡胶、木质品等不导电物
(2)炉料表面粘附有大量耐材、泥沙等不导电物
(3)起弧料导电性差,也会增加起弧阶段电极折断几率
二、设备原因(1)电气控制系统原因控制系统原因造成的故障通常表现为一定的重复性和必然性,对电极运行安全威胁极大,突出表现在以下几个方面
① 相序接反:正常情况下,电极旋紧方向应与电极工作时电磁力方向一致,但若在调试或检修期间不慎将相序接反,易导致电极在冶炼过程中从接头处松脱
电极松脱后轻则造成电极接头处缝隙增加,电阻加大,导致接头处发热、发红,氧化加速并最终导致下段脱落
重则直接脱落导致接头螺纹报废或冶炼过程中电极接头直接震断
相序电流和电极电磁力的判断方法如图 2、图 3 所示
按电流的正方向是由导线的起端至末端的规定,可标出各相电极的电流方向,用右手定则确定磁力线方向,左手定则确定电极外侧表面受电磁力方向
电磁力大小:F=I1XI2/dX10「7[N/m],其中,11,12:相电流[