第一次作业2 汽车零件切削加工时,零件尺寸的获得方法有哪几种
试切法、静调整法、定尺寸刀具法、主动及自动测量控制法3 汽车零件切削加工时,零件形状的获得方法有哪几种
轨迹法、成形刀具法、包络法8 在大批大量和中批生产时,汽车零件尺寸采用什么方法获得
大批大量生产:静调整法、定尺寸刀具法、主动及自动测量控制法中批生产:静调整法、定尺寸刀具法、主动及自动测量控制法第二次作业1
常用的工艺基准有哪几种
有工序基准、定位基准、测量基准、装配基准在工序图上用来确定本道工序被加工表面加工尺寸、位置公差的基准,称为工序基准在加工中确定工件在机床上或机床夹具中占有正确位置的基准,称为定位基准测量时所采用的基准,即用来确定被测量尺寸、形状和位置的基准,称为测量基准装配时用来确定零件或部件在产品中相对位置所采用的基准,称为装配基准
在何条件下允许过定位
同一自由度被不同定位元件重复限制,这种现象称为过定位
在一般情况下,应该尽量避免过定位
但是如果发生了过定位,在定位基准之间和定位元件之间的尺寸精度或位置精度很高的情况下,不发生定位不稳定或定位干涉,且对加工精度的影响不超过工件加工允许的范围时,还是允许的
在某些刚性较差的工件粗加工时,为了增加工件支承刚性,使工件加工时变形得到控制,也能获得较好加工精度,有时还有意识的设置过定位元件
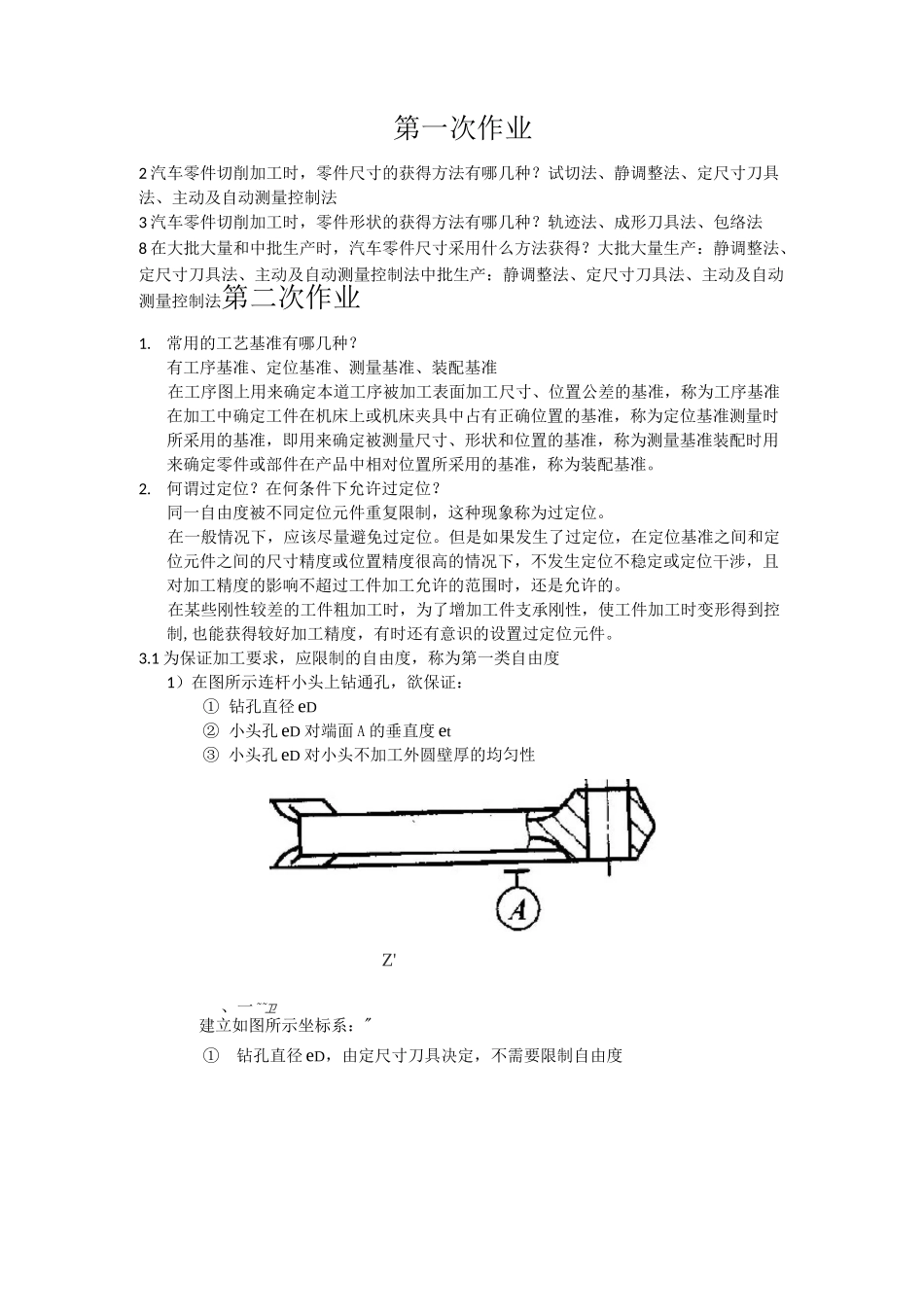
1 为保证加工要求,应限制的自由度,称为第一类自由度1)在图所示连杆小头上钻通孔,欲保证:① 钻孔直径 eD② 小头孔 eD 对端面 A 的垂直度 et③ 小头孔 eD 对小头不加工外圆壁厚的均匀性Z'、一~~卫建立如图所示坐标系:"①钻孔直径 eD,由定尺寸刀具决定,不需要限制自由度建立如图所示坐标②小头孔 eD 对端面 A 的垂直度枷,限制自由度 X、Y③小头孔 eD 对小头不加工外圆壁厚的均匀性,限制 X、Y 综上所述,该工序需