1欢迎下载XXXXXXXXXXXXXXXXXXX 卷筒作业指导书一 制定目标在圈筒过程中发现由于卷筒不圆而导致主筒法兰难以装配,需要大量的人力、物力、工装来进行整圆,在机加工时又常因为筒体不圆而致金属切屑易伤及筒体,所以有必要对筒体的卷圆进行规范,以保证后面的装配、机加工的顺利进行
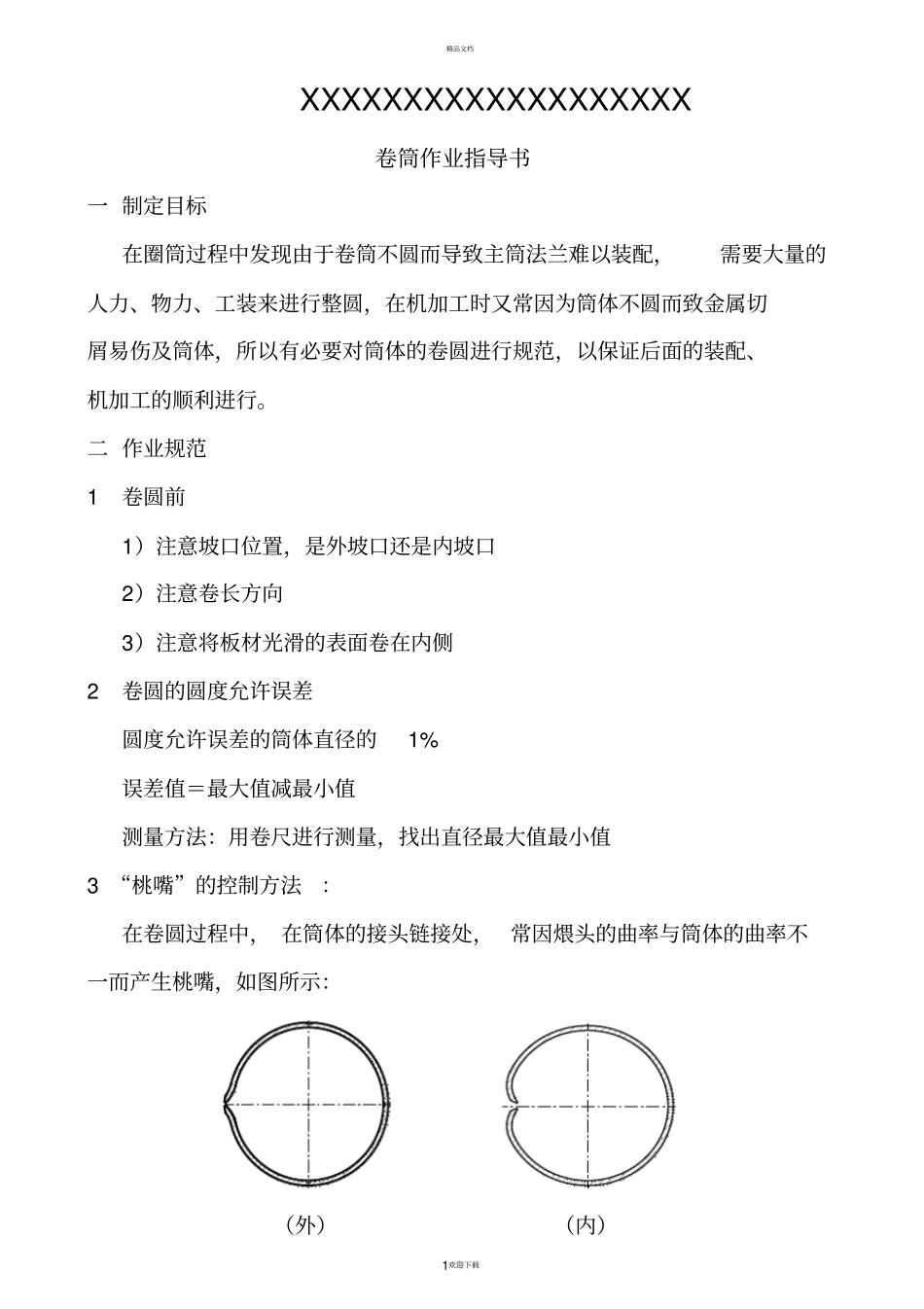
二 作业规范1 卷圆前1)注意坡口位置,是外坡口还是内坡口2)注意卷长方向3)注意将板材光滑的表面卷在内侧2 卷圆的圆度允许误差圆度允许误差的筒体直径的1% 误差值=最大值减最小值测量方法:用卷尺进行测量,找出直径最大值最小值3 “桃嘴”的控制方法:在卷圆过程中, 在筒体的接头链接处, 常因煨头的曲率与筒体的曲率不一而产生桃嘴,如图所示:(外)(内)精品文档
2欢迎下载为了减小桃嘴的发生,在卷圆时,首先要做到以下几点:1) 根据所卷筒体直径,制定样板,样板的曲率与筒体的曲率一致
2) 边缘弯曲尺寸:筒体在位φ150- φ 650 内,边缘弯曲长度为200,筒体在位 650 以上,边缘弯曲长度为220
3) 用样板检查边缘弯曲部分的曲率,尽量与筒体的曲率保持一致
4 点焊固定要求1)纵向接缝错缝,a=1
0 以内,环向错缝1
0 以内2)间距 200-300mm,点长 20-30mm
3)离边 100mm再点位焊
5 表面保护1
卷圆前将板材及压辊表面的异物(如铝屑等)清除干净,防止表面压伤
注意贴有标签的一面应放在外侧
卷好后要轻吊轻放, 特别是退辊时要注意保护内外表面,防止划伤及碰伤
转运过程中,要轻拿轻放,防止碰伤
6 复滚 1)复滚时要注意曲率击压下量的关系,既要避免压下量过大伤到焊缝及曲率过大处,又要避免压下量过小,增加筒体与辊子之间的摩擦次数,伤及筒体表面
2 )复滚前检查一下内焊缝是否打磨到位 3 )复滚的筒体检验合格后,方可流转下一工序编制:审核:批准:精