苏州丹卡精密机械有限公司技术规范压铆力矩技术规范核准:审核:制定:日期:2012
28苏州丹卡精密机械有限公司工程版次: V1
0第 1页,共 14页1
目的为针对本公司压铆类产品的生产及性能检测特拟定本规范
适用范围本标准适用于本公司的压铆类产品的生产及质量检验,也可用于指导外购件的验收
当客户有指定标准时,则依客户标准为准
加工工艺要求3
1 产品生产时采用冲床或油压机进行加工
2 压铆的安装力矩大小需依附表为基准,若有需要,视实际生产情况作适当调节
3 压铆后,需保证其与被压产品表面垂直、相吻合,无压偏、压斜、变形、间隙、漏压等现象
1 压铆后,应对其抗推力、扭力及螺纹作检测
检测标准依附表为标准,每批生产零件至少测三件
2 生产方必须具有以下检测仪器:推力计、扭力计、螺纹规,并能进行合格的操作
所有检测仪器设备都必须具有有效的检验合格证
鉴定状态的保持经过富力达公司鉴定的工艺,在未得到富力达公司工艺部门和质检部门的同意之前,改变任何可影响性能质量的工艺参数,否则将重新进行鉴定
1 压铆螺钉力矩规范(公、英制),共6页
2 压铆螺母力矩规范(公、英制),共4页
3 压铆螺柱力矩规范(公、英制),共2页
版次:V 1
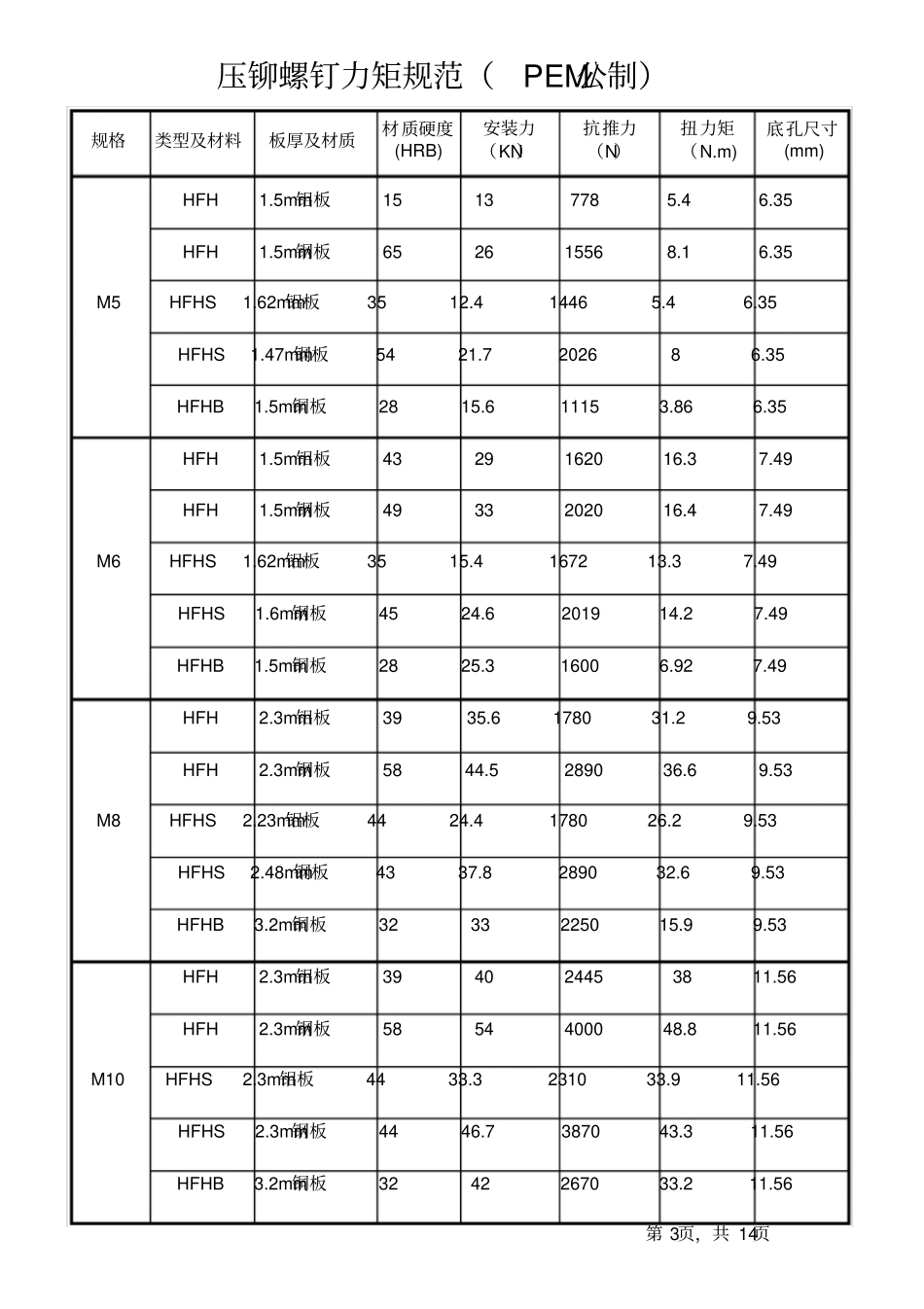
0第 2页,共 14页压铆螺钉力矩规范(PEM/公制)规格类型及材料板厚及材质材质硬度(HRB)安装力(KN)抗推力(N)扭力矩(N
m)底孔尺寸(mm)HFH1
5mm铝板15137785
35HFH1
5mm钢板652615568
35M5HFHS1
62mm铝板3512
414465
35HFHS1
47mm钢板5421
7202686
35HFHB1
5mm铜板2815
611153
35HFH1
5mm铝板4329162016
49HFH1