阳煤集团寿阳明泰 2×350MW低热值煤发电工程环保岛(脱硫 +湿电 EPC)项目安装工程吸收塔焊接专项施工方案编制:审核:批准:江苏江安集团有限公司2016 年 10 月 12 日1
目的指导阳煤集团寿阳明泰2×350MW1#-2#机组吸收塔、 箱罐焊接作业, 以便于合理组织焊接施工,加强焊接的过程控制,最终达到保证焊接质量的目的
适用范围本作业指导书适用于阳煤集团寿阳明泰2×350MW 的1#~2#机组吸收塔、箱罐焊接作业,
1 阳煤集团寿阳明泰2×350MW 1#~2#机组烟气脱硫工程吸收塔、箱罐施工蓝图及有关技术文件
2 《火力发电厂焊接技术规程》 (DL/T869-2004)3
3 《火电施工质量检验及评定标准》焊接篇(1996 年版)3
4 《立式圆筒形焊接储罐施工及验收规范》 (GB50128-2005)3
5 《火力发电厂金属技术监督规程》DL438— 2000 3
6 《电力建设安全工作规程(火力发电厂部分)》DL 5009
1-2002 4作业项目概述4
1 工程概况吸收塔的焊接施工可分为几大部分:底板,壁板,塔顶,入、出口烟道,喷淋层,除雾器等;箱罐的焊接施工可分为几大部分:底板,壁板,罐顶,入、出管口等
各部分的钢材主要是中厚钢板, 材质均为 Q235-B
焊接施工采用手工电弧焊为主,CO2气体保护焊和埋弧焊为辅焊接方法,手工电弧焊选用E4303焊条, CO2气体保护焊选用 ER50-6实芯焊丝
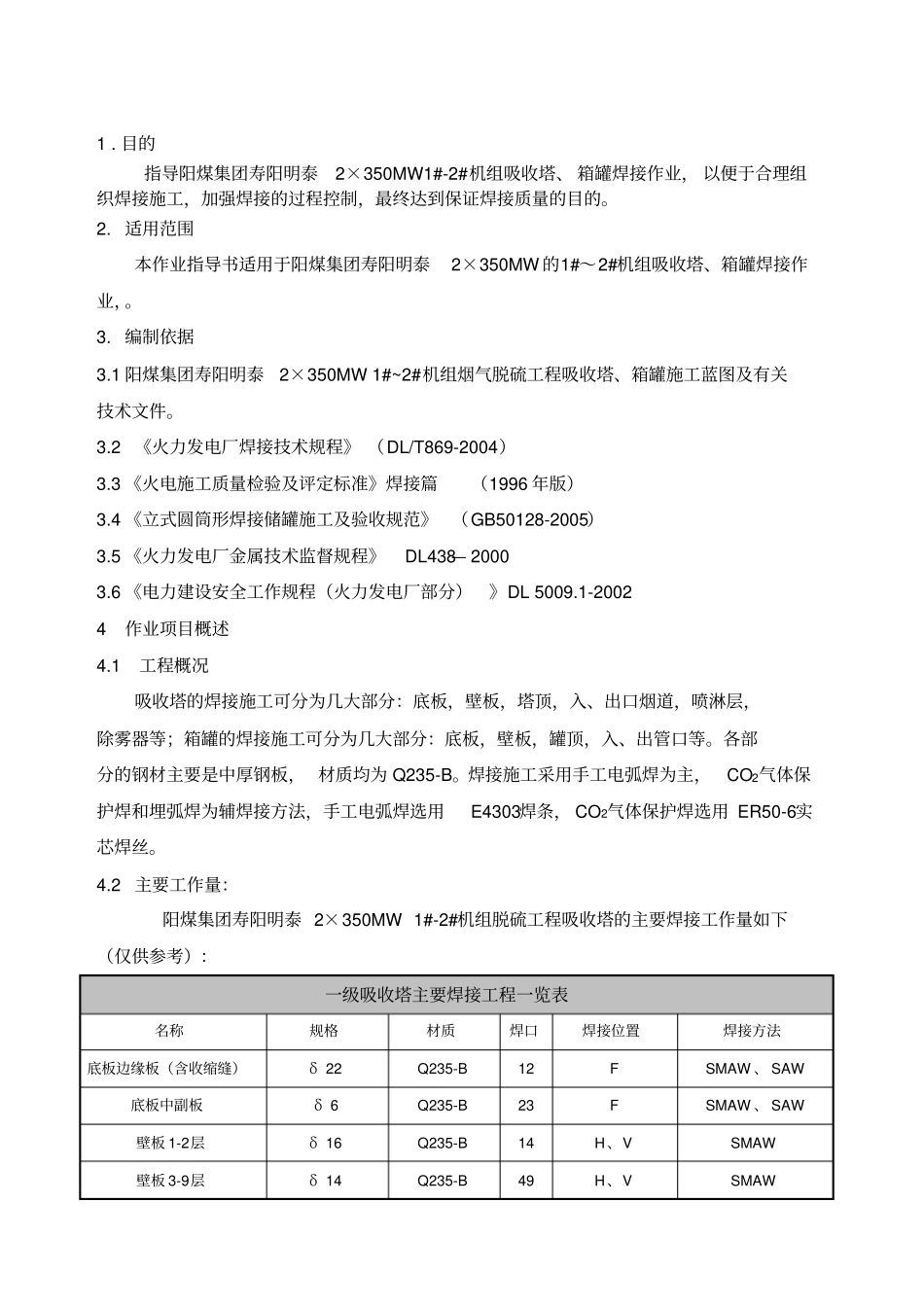
2 主要工作量:阳煤集团寿阳明泰 2×350MW 1#-2#机组脱硫工程吸收塔的主要焊接工作量如下(仅供参考):一级吸收塔主要焊接工程一览表名称规格材质焊口焊接位置焊接方法底板边缘板(含收缩缝)δ 22 Q235-B 12 F SMAW 、 SAW 底板中副板δ 6 Q235-B 23 F SMAW 、 SAW 壁板 1-