作业指导书南海市风行家电有限公司2002 年 07 月 10 日工序喷漆类别电机、风叶、吊杆车间五 车间文件编号WI-751-26版本版次A-1工艺质量要求一、 工艺要求:1、 每班开工前先检查喷漆控制柜、输送线、静电高压、输油泵管道、气源、通风设备、加油及温控系统动作无误后方可打开加温系统预热,待炉温升至105℃以上时方可吊挂工件喷漆
2、 喷漆前应根据工件类别调试油漆粘度(详见备注栏)
3、 喷漆前必须保证工件表面光洁、无水锈、水渍、油污、油脂、砂尘及杂汁等现象,并保证吊挂的工件无变形、 缺件、部件松散、砂眼及锈蚀等不合格品,锈蚀凹凸不平的工件应补灰打磨平整后方可吊挂喷涂
4、 对取挂、清洁、打磨电机时,严防电机相互碰撞,并保证按顺序取拿,严禁大力抛丢,跌落地面等野蛮作业,严防电机擦边、变形及功能上缺陷
5、 喷漆后工件应表面光滑、无毛刺、泪漆、疙瘩、针孔、起泡、刮伤,杂色油污等到不合格现象
6、 对不同色泽的油漆喷涂完毕后,务必及时干净清洁喷头、油泵及输油管道,严防色泽不一致
7、 经返喷打磨的电机必须送回光身电机检测处经检测合格后方可转入下工序
8、 喷漆件烘干经全检验收后方可转入下工作
9、 不同规格的工件应标明名称、规格、数量、日期等标识,不合格品应隔离分类分区堆放,并于当班内完成返喷工作,原则上电机不得返喷
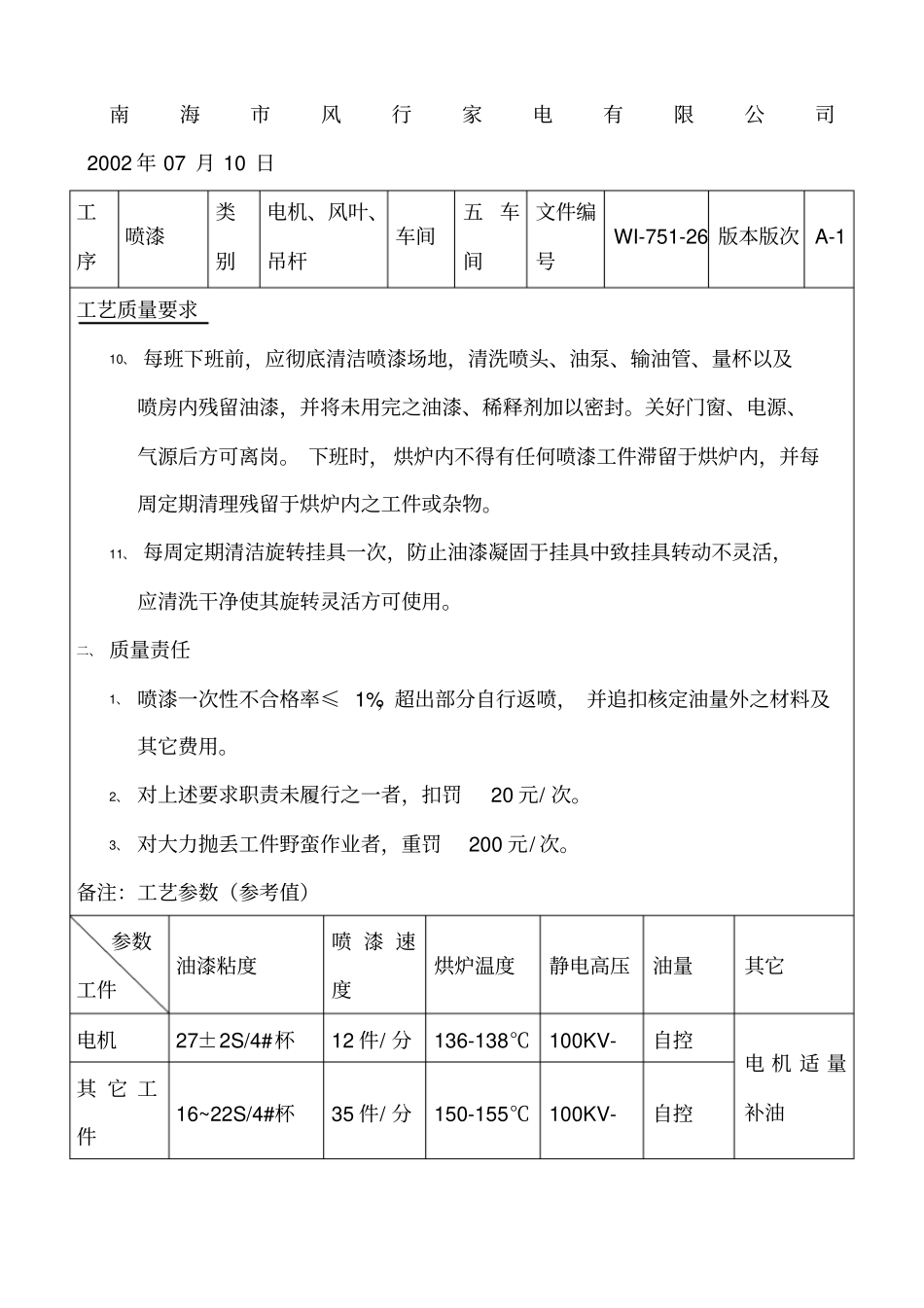
备注编制审核批准作业指导书南海市风行家电有限公司2002 年 07 月 10 日工序喷漆类别电机、风叶、吊杆车间五车间文件编号WI-751-26 版本版次 A-1工艺质量要求10、 每班下班前,应彻底清洁喷漆场地,清洗喷头、油泵、输油管、量杯以及喷房内残留油漆,并将未用完之油漆、稀释剂加以密封
关好门窗、电源、气源后方可离岗
下班时, 烘炉内不得有任何喷漆工件滞留于烘炉内,并每周定期清理残留于烘炉内之工件或杂物
11、 每周定期清洁旋转挂具一次,防止油漆