工艺文件编制:校对:审核:批准:南京浦镇高铁轨道车辆锻压有限公司2010年6月14日文件编号文件名称产品型号名称零部件图号Q/GT/GC-027-04冲击试验作业指导书南京浦镇高铁轨道车辆锻压有限公司冲击试验作业指导书产品名称零(部)件名称零(部)件图号文件编号Q/GT/GC-027-041
1本工艺适用于金属材料冲击性能的测定
2试验标准依据GB/T229-2007《金属材料夏比摆锤冲击试验方法》1
2从事冲击试验的操作人员必须取得力学性能检测证书
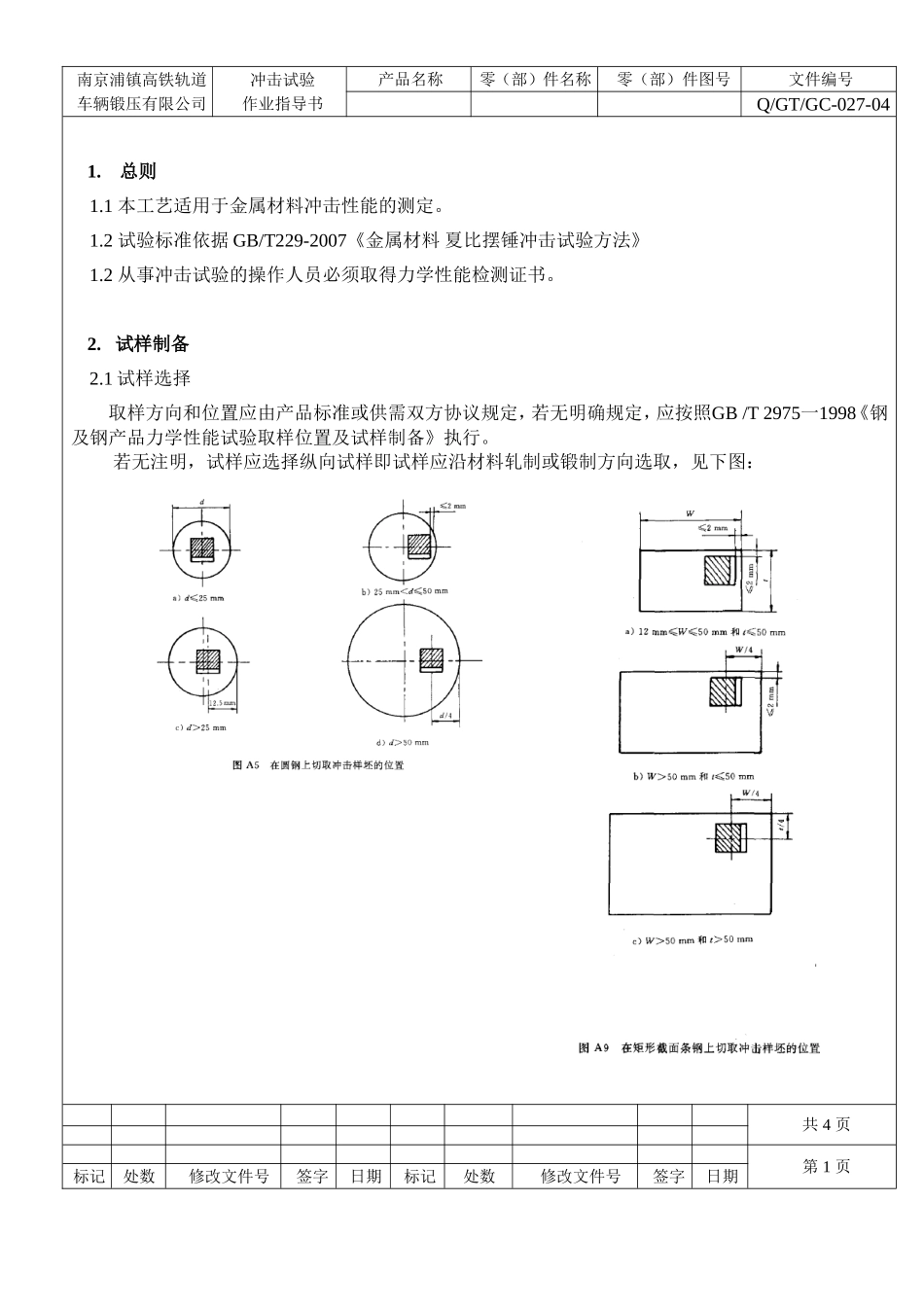
1试样选择取样方向和位置应由产品标准或供需双方协议规定,若无明确规定,应按照GB/T2975一1998《钢及钢产品力学性能试验取样位置及试样制备》执行
若无注明,试样应选择纵向试样即试样应沿材料轧制或锻制方向选取,见下图:共4页第1页标记处数修改文件号签字日期标记处数修改文件号签字日期南京浦镇高铁轨道车辆锻压有限公司冲击试验作业指导书产品名称零(部)件名称零(部)件图号文件编号Q/GT/GC-027-042
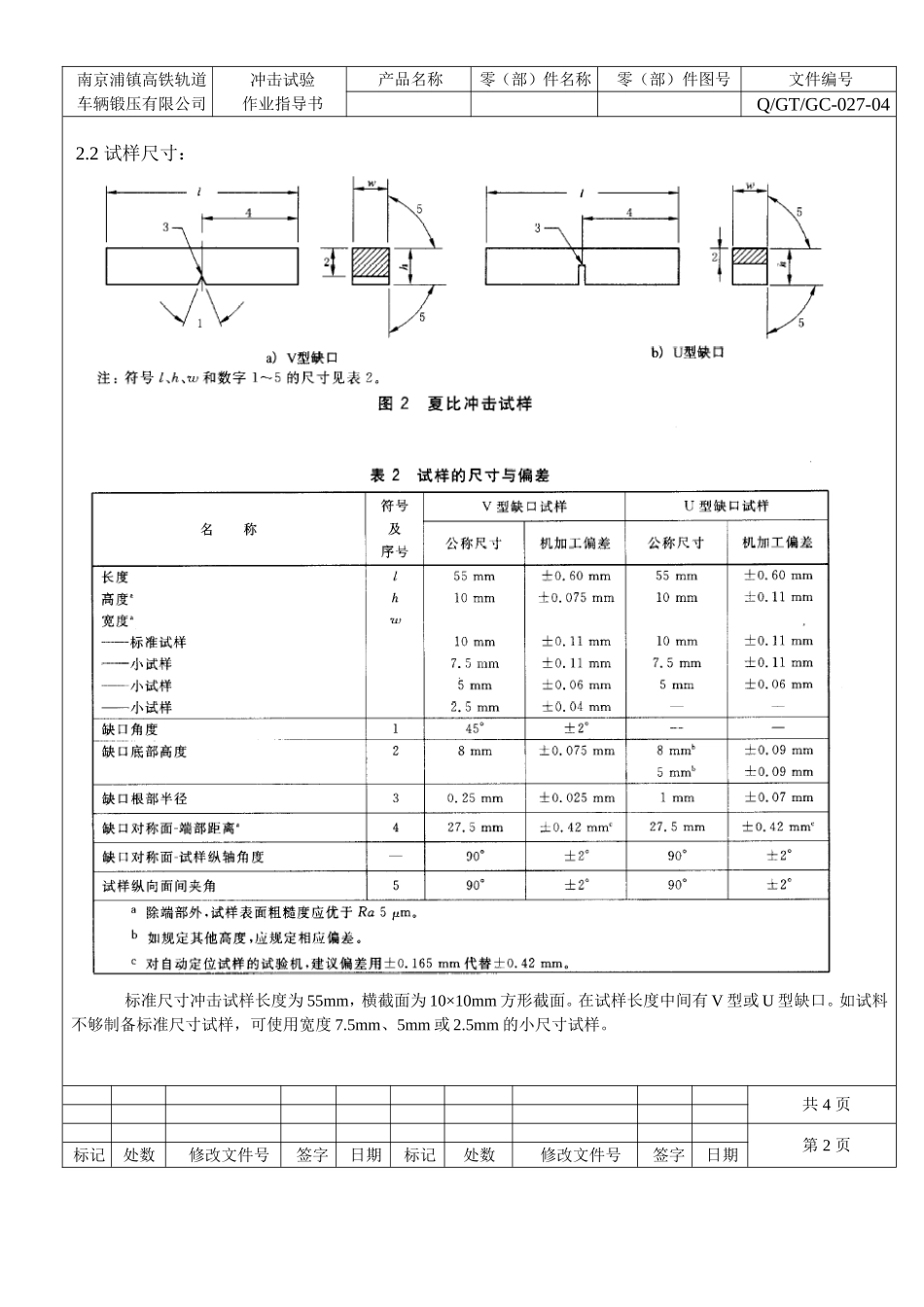
2试样尺寸:标准尺寸冲击试样长度为55mm,横截面为10×10mm方形截面
在试样长度中间有V型或U型缺口
如试料不够制备标准尺寸试样,可使用宽度7
5mm、5mm或2
5mm的小尺寸试样
共4页第2页标记处数修改文件号签字日期标记处数修改文件号签字日期南京浦镇高铁轨道车辆锻压有限公司冲击试验作业指导书产品名称零(部)件名称零(部)件图号文件编号Q/GT/GC-027-042
3缺口制备根据试验要求,使用CSL-A手动拉床进行缺口加工
对缺口的制备应仔细,以保证缺口根部处没有影响吸收能的加工痕迹;缺口对称面应垂直于试样纵向轴线
V型缺口应有45°夹角,其深度为2mm,底部曲率半径为0
U型缺口深度应为2mm或5mm(除非另有规定),底部曲率半径为1mm
使用CSL-A