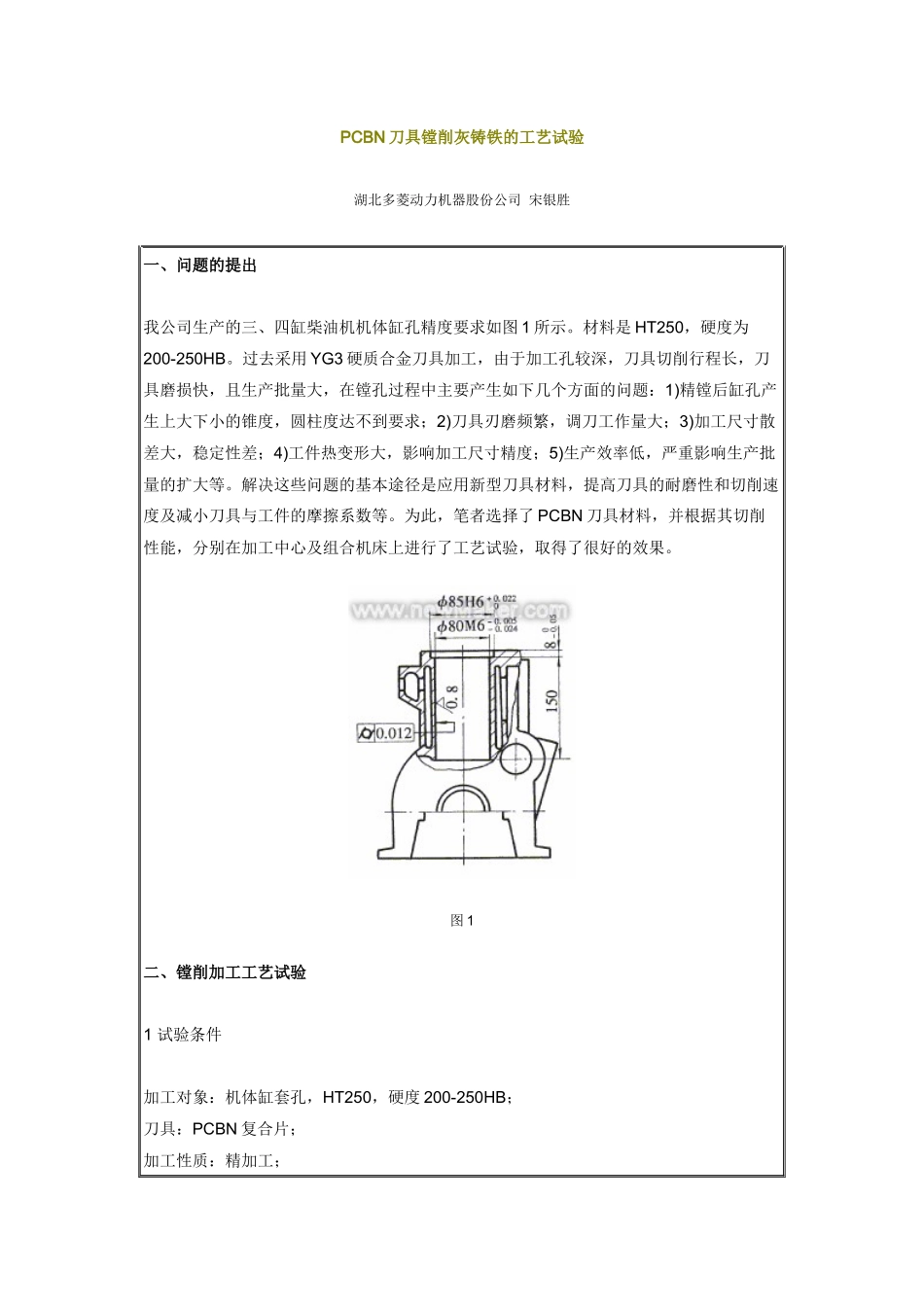
PCBN 刀具镗削灰铸铁的工艺试验湖北多菱动力机器股份公司 宋银胜一、问题的提出 我公司生产的三、四缸柴油机机体缸孔精度要求如图 1 所示
材料是 HT250,硬度为200-250HB
过去采用 YG3 硬质合金刀具加工,由于加工孔较深,刀具切削行程长,刀具磨损快,且生产批量大,在镗孔过程中主要产生如下几个方面的问题:1)精镗后缸孔产生上大下小的锥度,圆柱度达不到要求;2)刀具刃磨频繁,调刀工作量大;3)加工尺寸散差大,稳定性差;4)工件热变形大,影响加工尺寸精度;5)生产效率低,严重影响生产批量的扩大等
解决这些问题的基本途径是应用新型刀具材料,提高刀具的耐磨性和切削速度及减小刀具与工件的摩擦系数等
为此,笔者选择了 PCBN 刀具材料,并根据其切削性能,分别在加工中心及组合机床上进行了工艺试验,取得了很好的效果
图 1二、镗削加工工艺试验 1 试验条件 加工对象:机体缸套孔,HT250,硬度 200-250HB; 刀具:PCBN 复合片; 加工性质:精加工; 加工设备:XH756 加工中心; 加工条件:干式切削
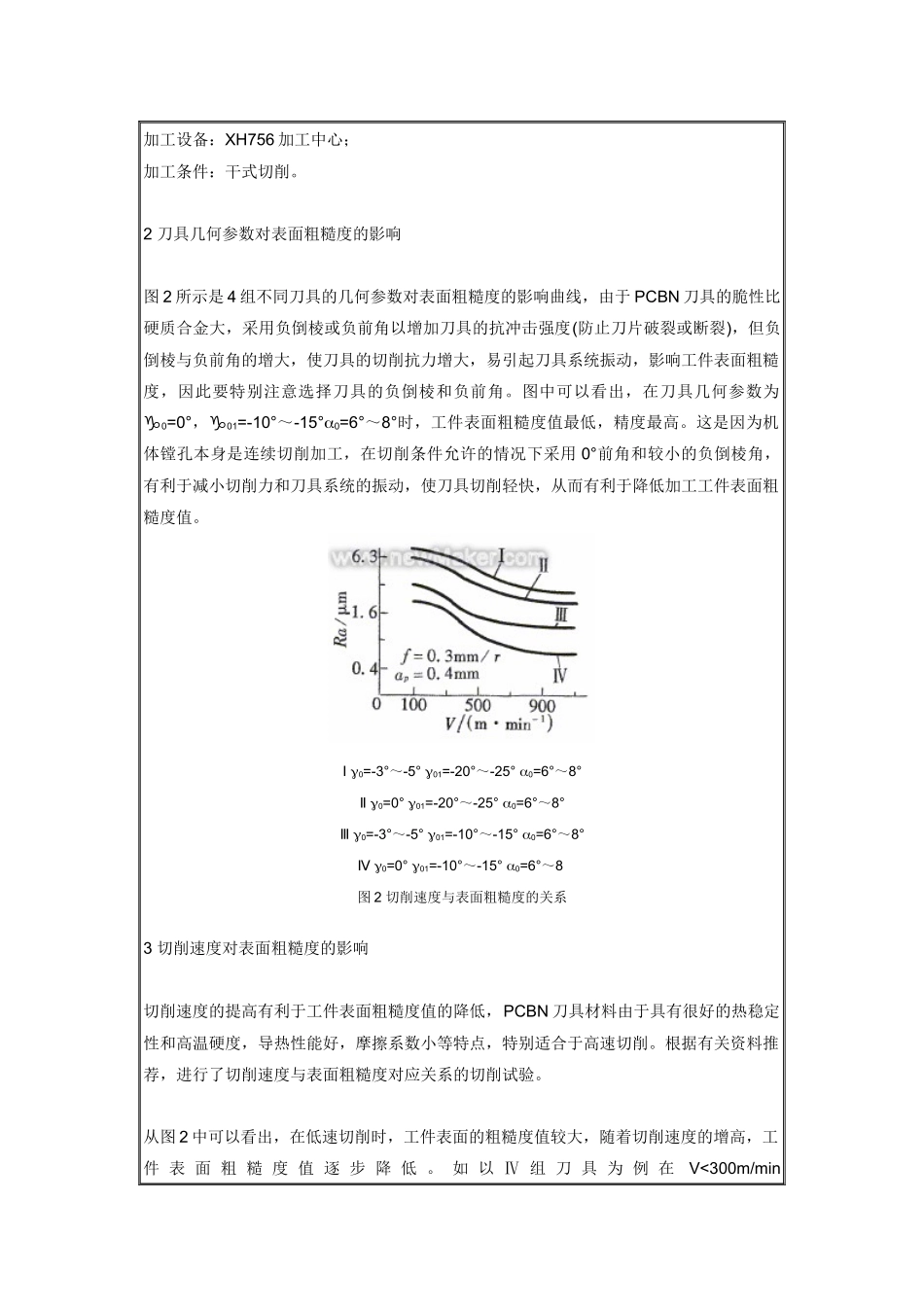
2 刀具几何参数对表面粗糙度的影响 图 2 所示是 4 组不同刀具的几何参数对表面粗糙度的影响曲线,由于 PCBN 刀具的脆性比硬质合金大,采用负倒棱或负前角以增加刀具的抗冲击强度(防止刀片破裂或断裂),但负倒棱与负前角的增大,使刀具的切削抗力增大,易引起刀具系统振动,影响工件表面粗糙度,因此要特别注意选择刀具的负倒棱和负前角
图中可以看出,在刀具几何参数为0=0°,01=-10°~-15°0=6°~8°时,工件表面粗糙度值最低,精度最高
这是因为机体镗孔本身是连续切削加工,在切削条件允许的情况下采用 0°前角和较小的负倒棱角,有利于减小切削力和刀具系统的振动,使刀具切削轻快,从而有利于降低加工工件表面粗糙度值
Ⅰ 0=-3°~-5° 01=-2