模具的激光修复简介摘要:利用激光熔敷合金粉末的方法对模具进行了修复
研究了工艺参数对熔敷效果的影响,并对其修复过程进行了分析
结果表明,预处理、送粉量、激光的扫描速度是决定模具修复质量的关键
通过优化工艺参数、机体预热的方法可以提高模具修复质量
关键词:激光熔敷;模具;工艺参数;修复质量模具使用寿命取决于抗磨损和抗机械损伤能力,一旦磨损过度或机械损伤,须经修复才能恢复使用
目前可采用的修复技术有电镀、电弧或火焰堆焊、热喷涂(火焰、等离子)等
电镀层一般很薄,不超过 0
3mm,而且与基体结合差,形状损坏部位难于修复,在堆焊、热喷涂或喷焊时,热量注入大,能量不集中,模具热影响区大,易畸变甚至开裂,喷涂层稀释率大,降低了基体和材料的性能
利用激光熔覆的方法可实现对模具的修复
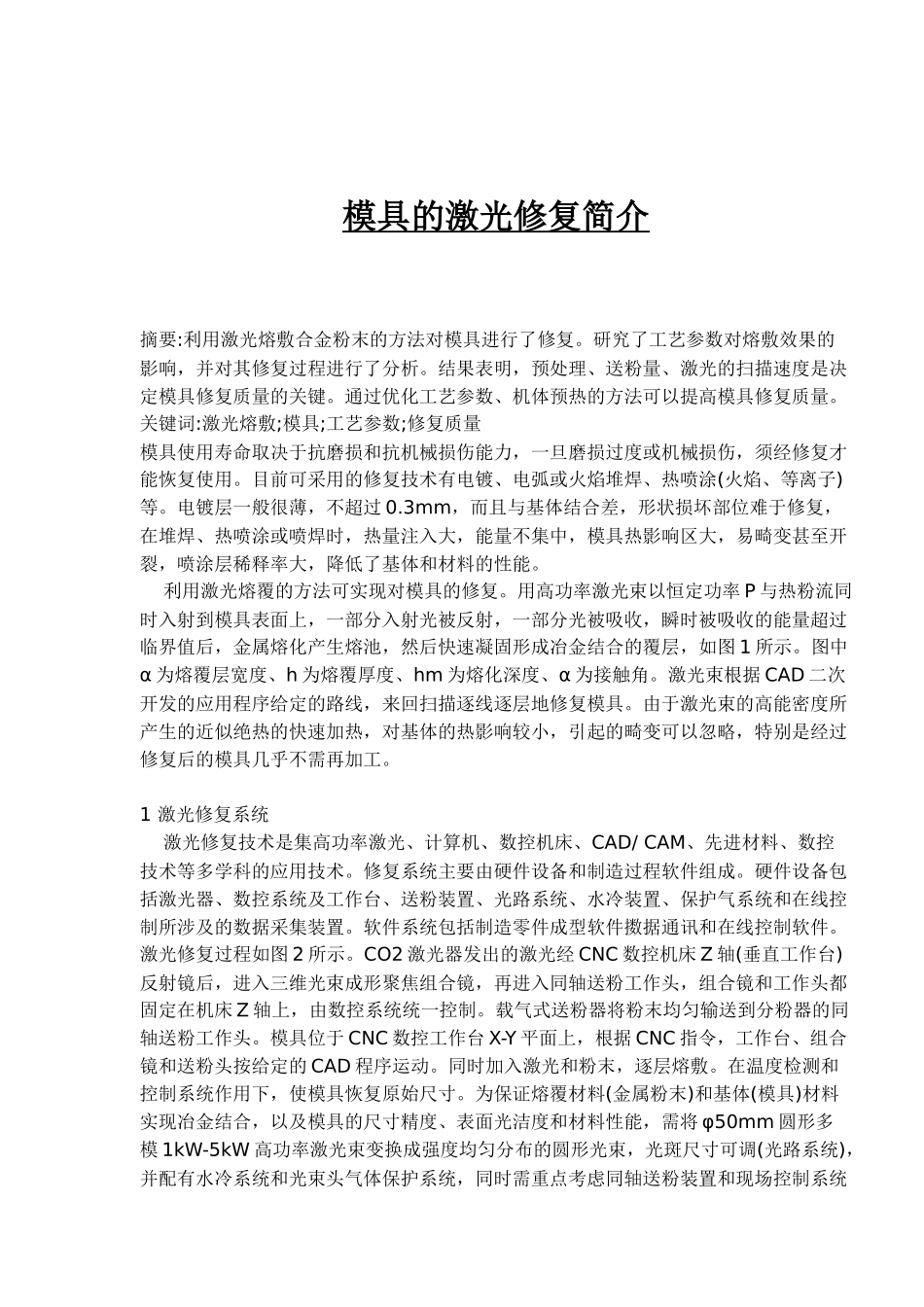
用高功率激光束以恒定功率 P 与热粉流同时入射到模具表面上,一部分入射光被反射,一部分光被吸收,瞬时被吸收的能量超过临界值后,金属熔化产生熔池,然后快速凝固形成冶金结合的覆层,如图 1 所示
图中α 为熔覆层宽度、h 为熔覆厚度、hm 为熔化深度、α 为接触角
激光束根据 CAD 二次开发的应用程序给定的路线,来回扫描逐线逐层地修复模具
由于激光束的高能密度所产生的近似绝热的快速加热,对基体的热影响较小,引起的畸变可以忽略,特别是经过修复后的模具几乎不需再加工
1 激光修复系统 激光修复技术是集高功率激光、计算机、数控机床、CAD/ CAM、先进材料、数控技术等多学科的应用技术
修复系统主要由硬件设备和制造过程软件组成
硬件设备包括激光器、数控系统及工作台、送粉装置、光路系统、水冷装置、保护气系统和在线控制所涉及的数据采集装置
软件系统包括制造零件成型软件擞据通讯和在线控制软件
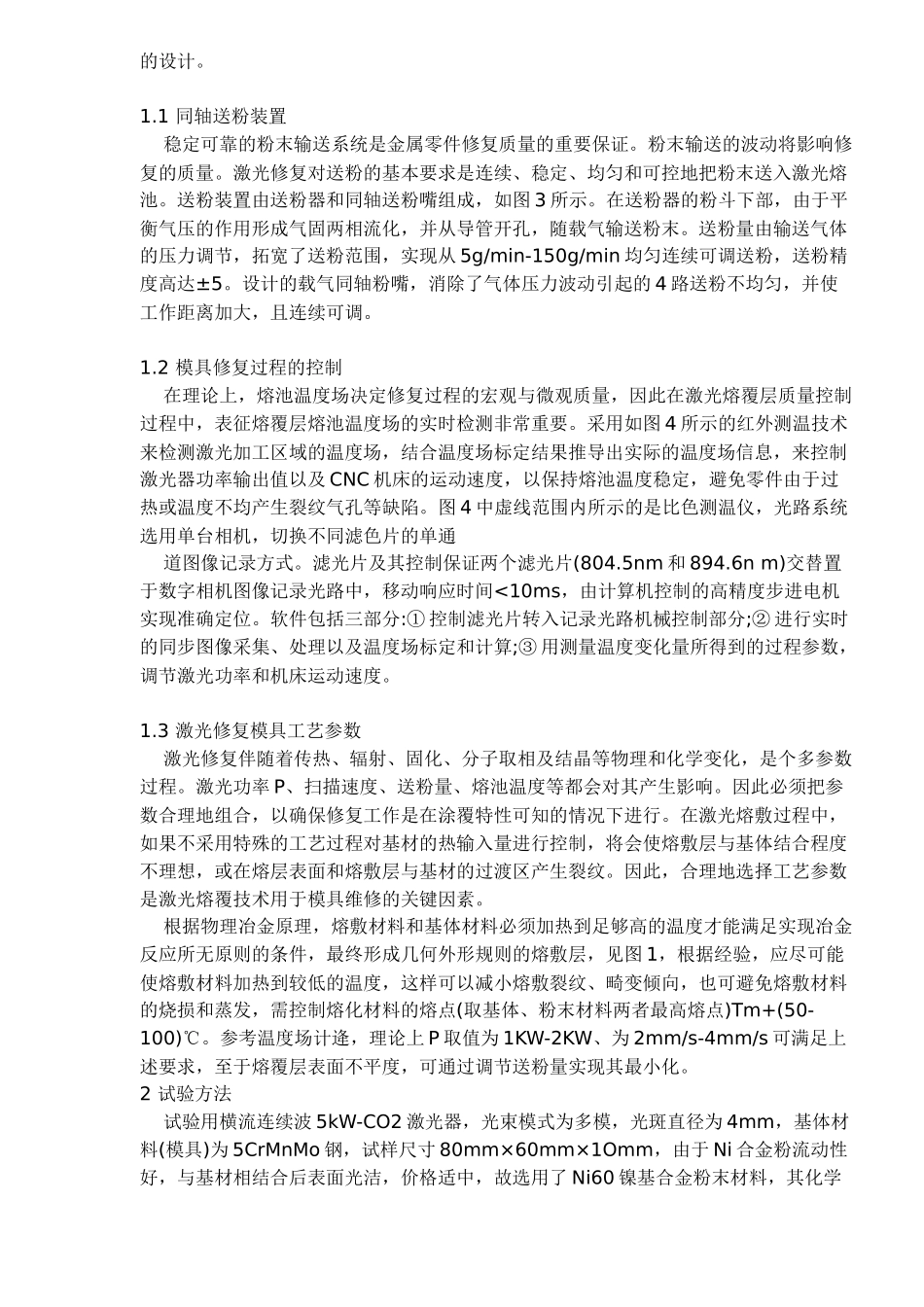
激光修复过程如图 2 所示
CO2 激光器发出的激光经 CNC 数控机床 Z 轴(垂直工作台)反射镜后,进入三维光束成形聚焦组合