塑料异型材挤出成型模具CAD设计庄 正 军塑料异型材大多采用PVC— U 塑料,其配方成分复杂,制品的结构和形状复杂,且配合尺寸和精度要求高,故而影响挤出成型的因素较多,模具设计难度也较大
机头设计机头设计理念:①支承板流道截面积为口模截面积的4 倍以上,便于调节料流速度和异型材挤出形状
②要有足够的压缩比和定型长度,以保证制品密实和消除熔接痕
③异型材横截面厚的部位定型段长度要比薄的部位长,以均一流速,防止制品变形
④模腔的流量与定型长度成反比,与口模间隙的三次方成正比
⑤制品形状复杂部位,料流多,压缩角要大一些
⑥平直段过长,则机头压力大,挤出速度慢,机头负荷大;⑦平直段过短,则物料不稳,型材内应力大,易变形,型材强度低
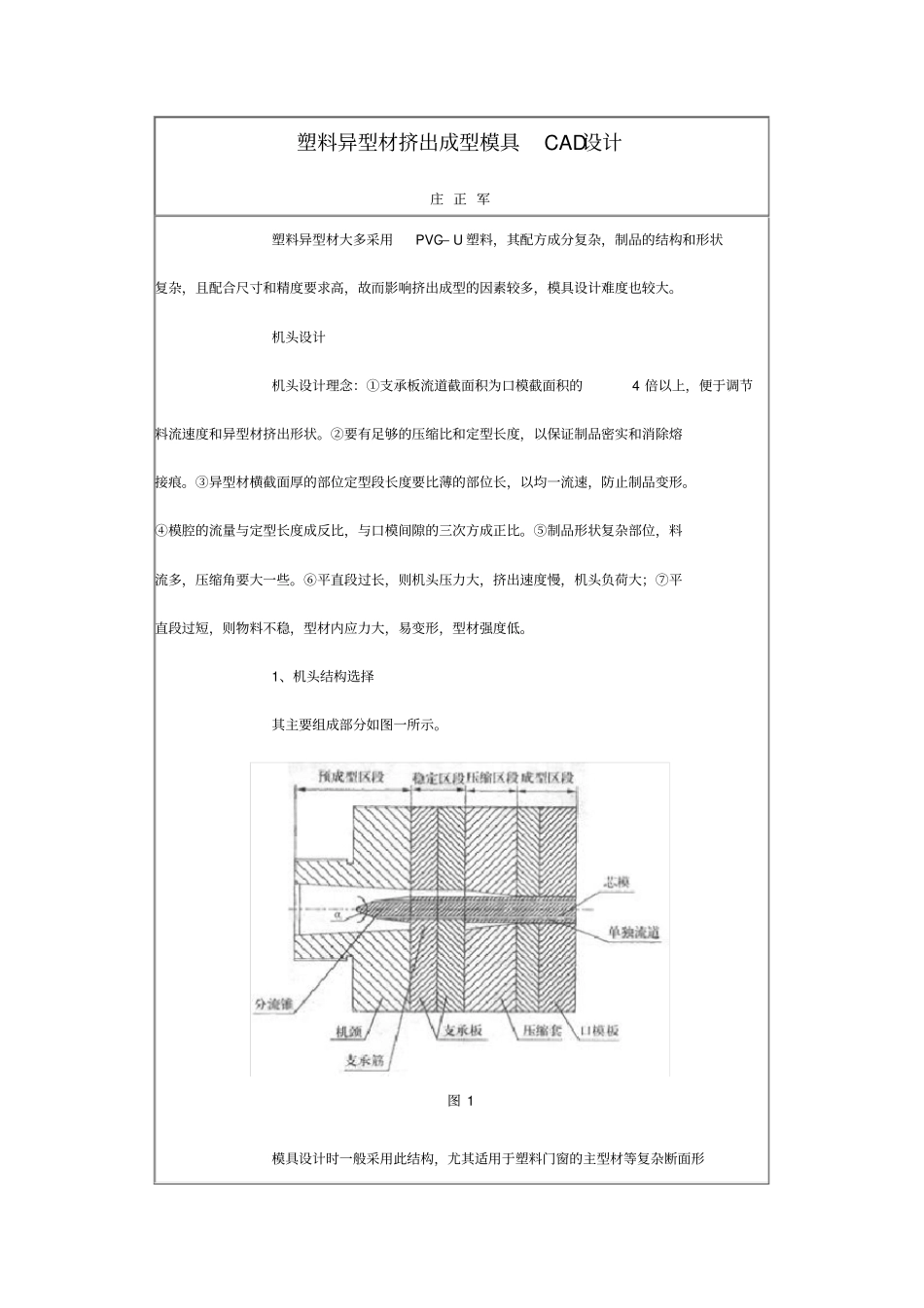
1、机头结构选择其主要组成部分如图一所示
图 1 模具设计时一般采用此结构,尤其适用于塑料门窗的主型材等复杂断面形式
其优点在于:①有利于对PVC— U 料流进行加热塑化,使其内外温度趋于均匀
②减少易引起紊流的压缩段的长度,使PVC— U料流尽可能地形成稳定流动,有利于减少离模膨胀( 也称 Barus 效应 )
③分流锥是平直走向,有利于减少料流阻力,预防高聚物受热降解
④型芯内开设了单独给内筋供料的流道腔,有利于减少PVC— U 料流在模内的界面应力,有利于减少形变应力
2、机头流道设计近几年,机头流道设计中开始运用塑料流变学原理,但PVC— U 异型材,尤其是塑料门窗异型材机头内料流的特殊流动形式,国内外仍在研究之中,大多还是靠经验设计和试模修正的方法
①塑料门窗异型材截面重心的位置坐标塑料门窗异型材截面重心必须位于挤出机的输出物料的中心轴线上,以确保熔融物料对复杂中空异型材截面有较均匀的分布
用AutoCAD软件可以容易地求出截面重心的位置坐标
先用region,Subtract等命令把截面图形组成一个面域,再用list命令可以方便地查出重心