桃源职业中专教案用纸1 套类零件加工教学对象:在校数控专业学生教学目标:孔加工的方法及其刀具的选择教学重点:孔加工的方法教学难点:孔加工不同刀具的选用教学方法:讲授法、实训教学法教学过程:一、套类零件的特点
零件的主要表面为同轴度要求较高的内、外回转表面
零件壁厚较薄、易变形
长度一般大于直径
当用作旋转轴轴颈的支承时在工作中承受径向力和轴向力
用于油缸或缸套时主要起导向作用
二、基本概念套类零件是指带有孔的零件,带有孔有下列几种:1
紧定孔:这种孔是用来穿插螺栓,螺钉的
它的孔要求不高,一般在4
5 级精度以下
回转体零件上的孔:如阶台孔,光滑孔,一般套筒的法兰盘都是这种孔
有些孔是锥形的,有些孔内有构槽的
这种孔精度在2-3 级右左
箱体零件上的孔:床头箱轴承孔等这种孔精度要求较高,一般精度在2 级或 2 级以上
套类零件上也有倒角沟槽, 凸肩部分, 为什么会有这些部分呢
这就是为了考虑零件结构工艺性
也就是说为了使零件便于加工和使用以及增加零件刚性
孔内沟槽,倒角,圆弧,作用尺寸与轴类零件相同
三、内孔的技术要求
尺寸精度: 内孔是套类零件起只承和导向作用的主要表面,它通常与运动着的轴、刀具或活塞配合,其尺寸精度一般为IT7
形状精度: 一般控制在孔径公差带以内, 对于长的套类零件除了圆度桃源职业中专教案用纸2 要求以外还应注意圆柱度的要求
位置精度;内外圆之间的用轴度一般为0
05mm, 孔轴线与端面的垂直度一般取 0
表面质量:一般要求内孔的表面粗糙度Ra 为 3
8 μ m,要求高的孔 Ra值达到 0
05 μ m以上,若与油缸配合的活塞上装有密封圈时其内孔表面粗糙度值Ra为 0
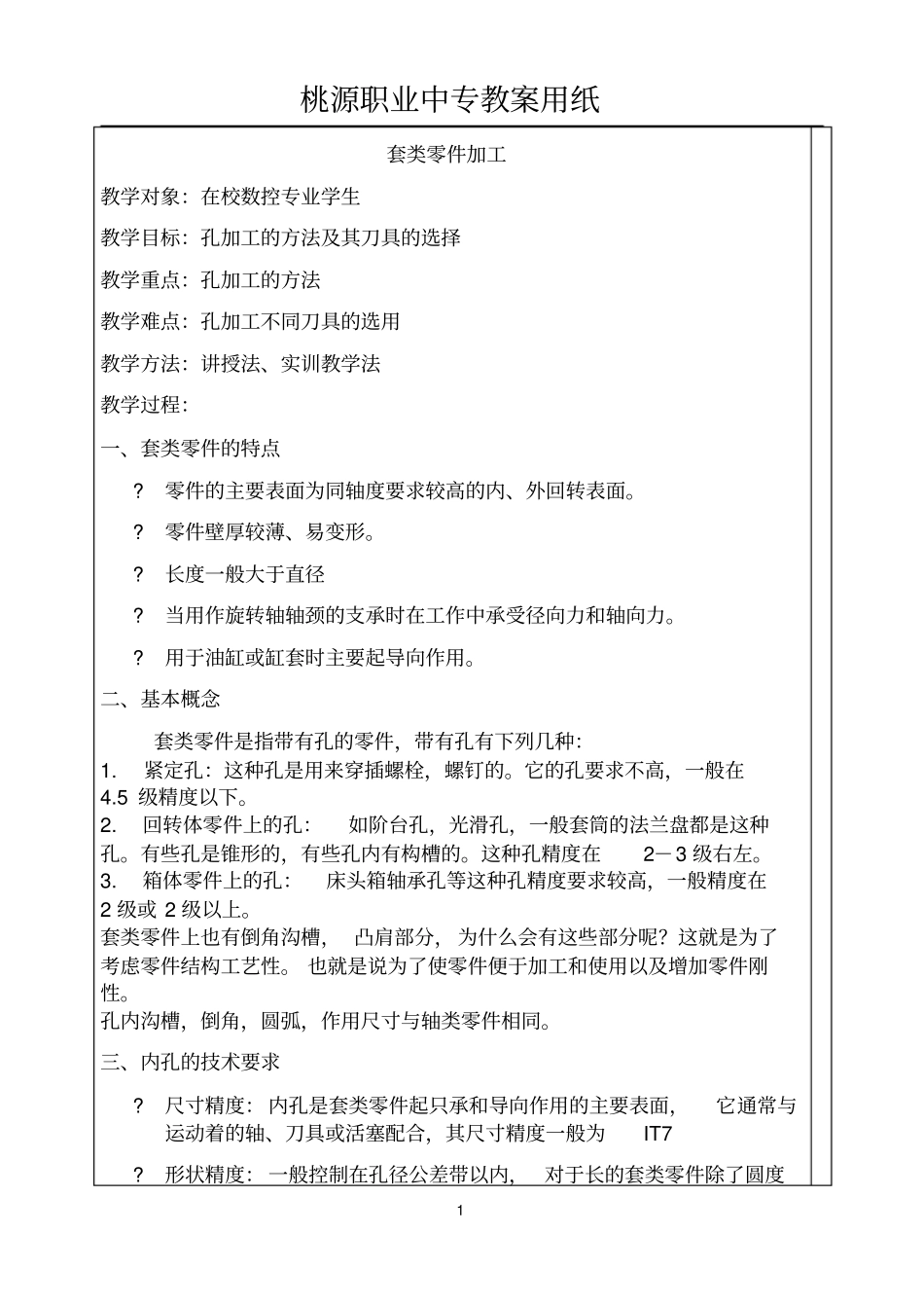
一、车床上加工孔的方法:1、 钻孔利用钻头将工件钻出孔的方法称为钻孔
钻孔的公差等级为IT10 以