模具磨床加工技术 山东龙威模具加工中心 山东聊城 252000 李建生 胡建明 王威1 磨床加工 磨床加工作用: 钢材和可磨削材料, 纠正不规则, 提高平衡度和光洁度;效 率: 预留适当加工量, 提高效率, 减低成本;切削量:粗磨 0
05mm, 精磨 0
01mm~0
02mm(合适预磨量)
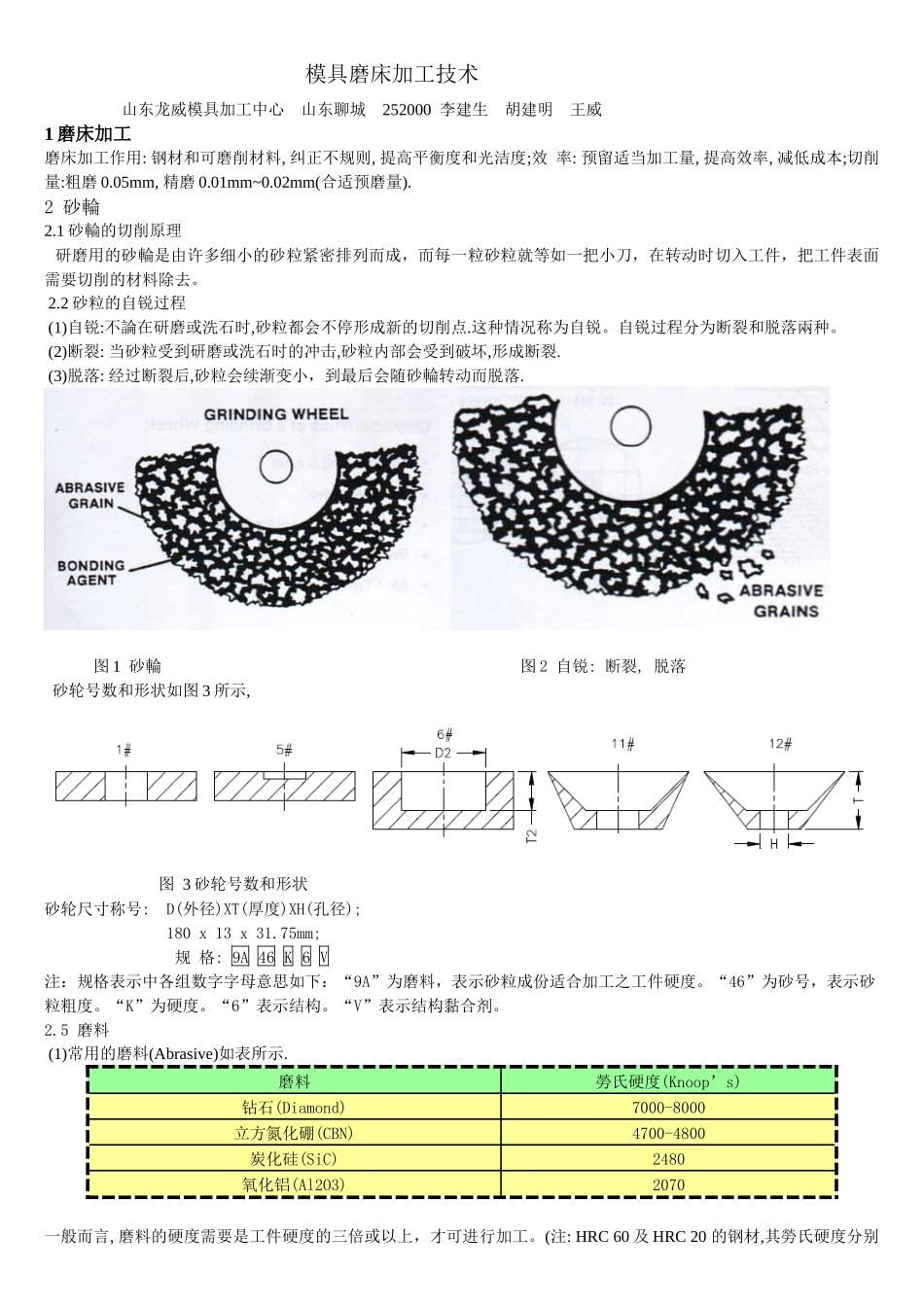
1 砂輪的切削原理 研磨用的砂輪是由许多细小的砂粒紧密排列而成,而每一粒砂粒就等如一把小刀,在转动时切入工件,把工件表面需要切削的材料除去
2 砂粒的自锐过程 (1)自锐:不論在研磨或洗石时,砂粒都会不停形成新的切削点
这种情况称为自锐
自锐过程分为断裂和脱落兩种
(2)断裂: 当砂粒受到研磨或洗石时的冲击,砂粒内部会受到破坏,形成断裂
(3)脱落: 经过断裂后,砂粒会续渐变小,到最后会随砂輪转动而脱落
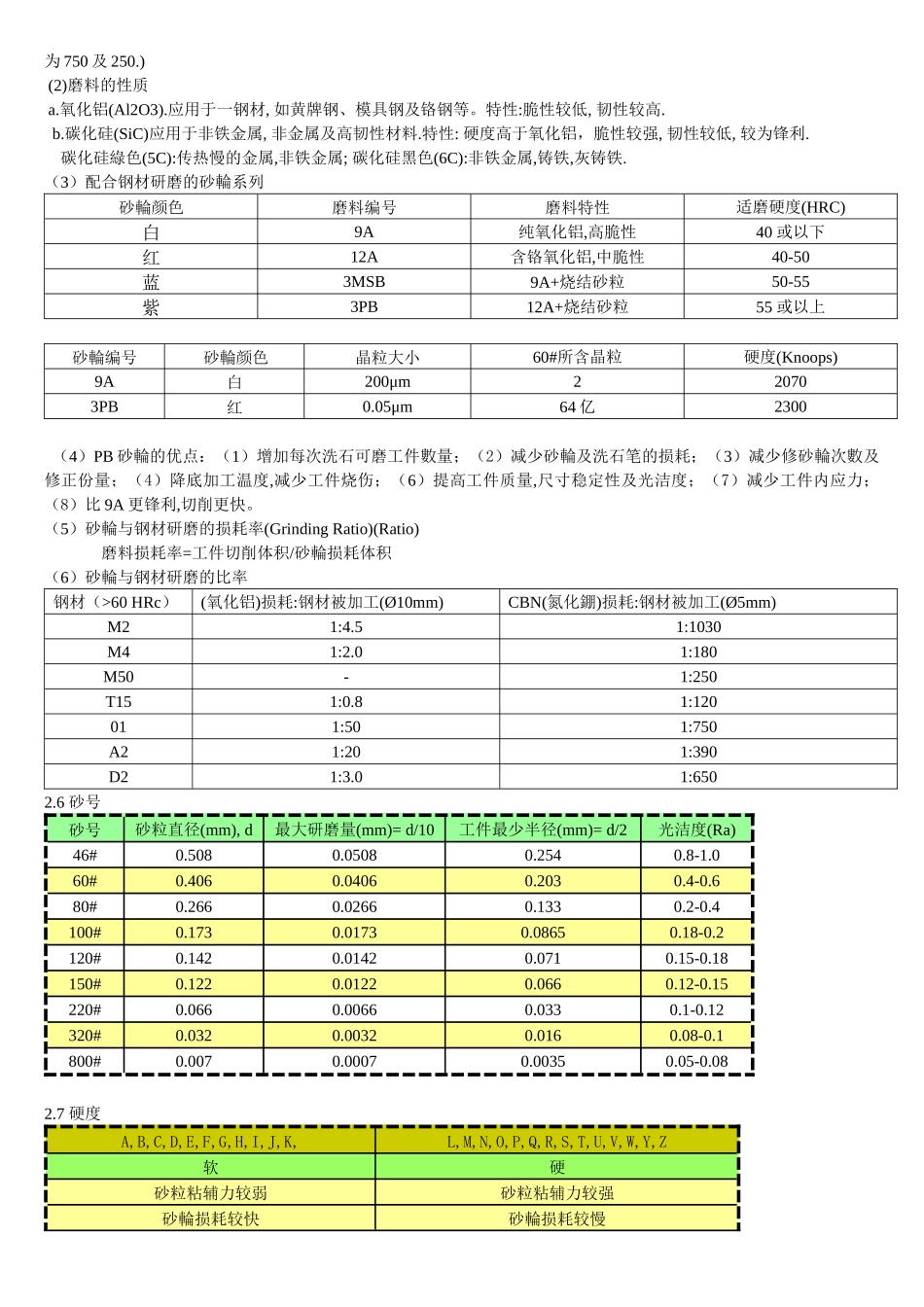
图 1 砂輪 图 2 自锐: 断裂, 脱落 砂轮号数和形状如图 3 所示, 图 3 砂轮号数和形状砂轮尺寸称号: D(外径)XT(厚度)XH(孔径);180 x 13 x 31
75mm;规 格: 9A 46 K 6 V注:规格表示中各组数字字母意思如下:“9A”为磨料,表示砂粒成份适合加工之工件硬度
“46”为砂号,表示砂粒粗度
“K”为硬度
“6”表示结构
“V”表示结构黏合剂
5 磨料 (1)常用的磨料(Abrasive)如表所示
磨料勞氏硬度(Knoop’s)钻石(Diamond)7000-8000立方氮化硼(CBN)4700-4800炭化硅(SiC)2480氧化铝(Al2O3)2070一般而言, 磨料的硬度需要是工件硬度的三倍或以上,才可进行加工
(注: HRC 60 及 HRC 20 的钢材,其勞氏硬度分别为 750 及 250
) (2)磨料的性质 a
氧化铝(Al2O3)
应用于一钢材, 如黄牌钢、模具钢及铬钢等
特性:脆性较低, 韧性较高