冲 压 模 具 设 计 素 材一、制件图的分析1、所要冲压生产的制件图纸如下: (图 1 制件图)2、从制件图可以看出,此制件用冲压方法进行生产需要四道工序,即:落料→拉深→修边→冲孔
考虑到实验的特殊情况,只需设计制造三套冲压模具,即:落料模具、拉深模具、冲孔模具,修边工序采用手工方式进行
3、此制件是和其它多种小零部件相互配合、有严格装配关系的零件,虽然图纸上的尺寸精度没要求那么高,但考虑到使用时的互换性,在进行模具设计时仍然要对模具的型腔尺寸精度要求高些
二、模具结构的选取1、此次制做的冲压模具是用来做实验的,为简化冲压模具的结构复杂程度、缩短模具的制做周期,设计时采用了单工序模具结构,便于调整
2、为降低模具的制做成本,设计时采用了标准模架
1)落料模具模架尺寸 180mm×150mm(材料:HT200)2)拉深模具模架尺寸 150mm×125mm(材料:HT200)3)冲孔模具模架尺寸 150mm×125mm(材料:HT200)3、由导柱、导套(材料:20#钢 渗碳淬火 HRC60-62)组成的上、下模之间的导向定位系统采用滑动配合方式,配合间隙 0
03 mm,足以保证 IT7-IT8 级的尺寸精度
三、落料模具设计1、落料件尺寸的确定1)制件图尺寸如图 1 所示,可按低盒形件处理
2)切边余量取 0
3)弯曲的直边部分展开长度为:LZ =H+0
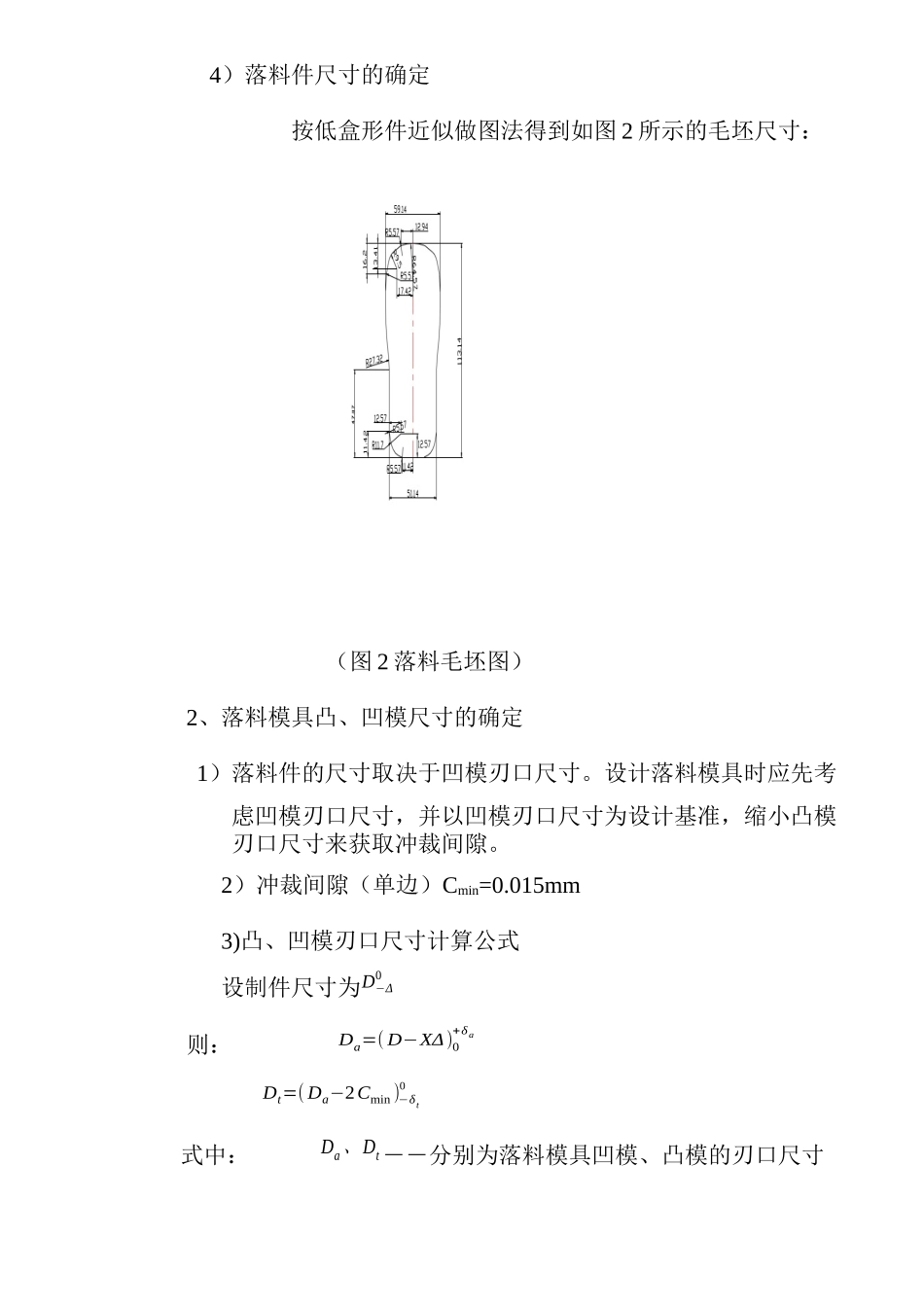
57Rd式中: LZ ――弯曲的直边部分展开长度H--拉深总高度 Rd--底部园角半径4)落料件尺寸的确定按低盒形件近似做图法得到如图 2 所示的毛坯尺寸: (图 2 落料毛坯图)2、落料模具凸、凹模尺寸的确定1)落料件的尺寸取决于凹模刃口尺寸
设计落料模具时应先考虑凹模刃口尺寸,并以凹模刃口尺寸为设计基准,缩小凸模刃口尺寸来获取冲裁间隙
2)冲裁间隙(单边)Cmin=0
015mm3)凸、凹模刃口尺寸计算公式