钢筋闪光对焊焊接施工工艺标准 GXEJ/QB07-2003钢筋闪光对焊焊接是利用对焊机使两段钢筋触,通以低电压强电流,把电能转化为热能,当钢筋加热到一定程度后,立即施加轴向压力挤压(称为顶锻),使形成对焊接头
本工艺具有改善结构受力性能,减轻劳动强度,提高工效和质量,施工快速,节约钢材,降低成本等优点
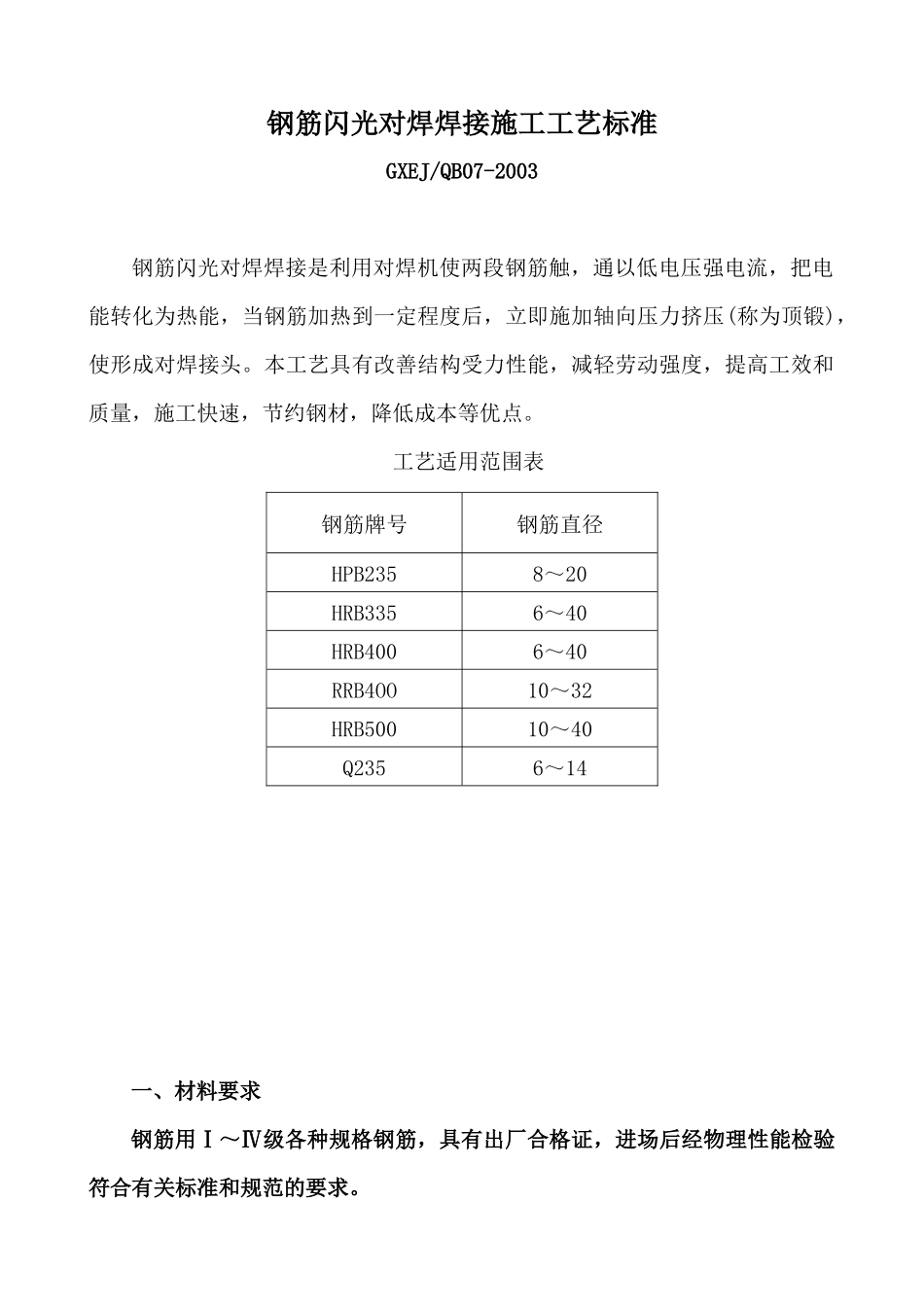
工艺适用范围表一、材料要求钢筋用Ⅰ~Ⅳ级各种规格钢筋,具有出厂合格证,进场后经物理性能检验符合有关标准和规范的要求
钢筋牌号钢筋直径HPB2358~20HRB3356~40HRB4006~40RRB4OO10~32HRB50010~40Q2356~14二、主要机具设备常 用 对 焊 机 有 UN1-25 、 UN1-50 、 UN1-75 、 UN1-100 、 UN1-150 、 UN1-170、UN17-150-1 等型号,根据钢筋直径和需用功率选用
三,作业条件⒈ 对焊机检修完好,对焊机容量,电压,符合要求并符合安全规定
⒉ 电源己具备,电流、电压符合对焊要求
⒊ 钢筋焊接部位经清理,表面平整、清洁、无油污、杂质等
⒋ 操作人员经培训、考核,可持证上岗
在正是焊接之前,参与该项施焊的焊工应进行现场条件下的焊接工艺试验,并经试验合格后,方可正式生产
试验结果应符合质量检验与验收时的要求
四,施工操作工艺⒈ 根据钢筋品种,直径和所用对焊机功率大小,可选用连续闪光焊、预热闪光焊、闪光预热闪光等对焊工艺
对于可焊性差的钢筋,对焊后宜采用通电热处理措施,以改善接头塑性
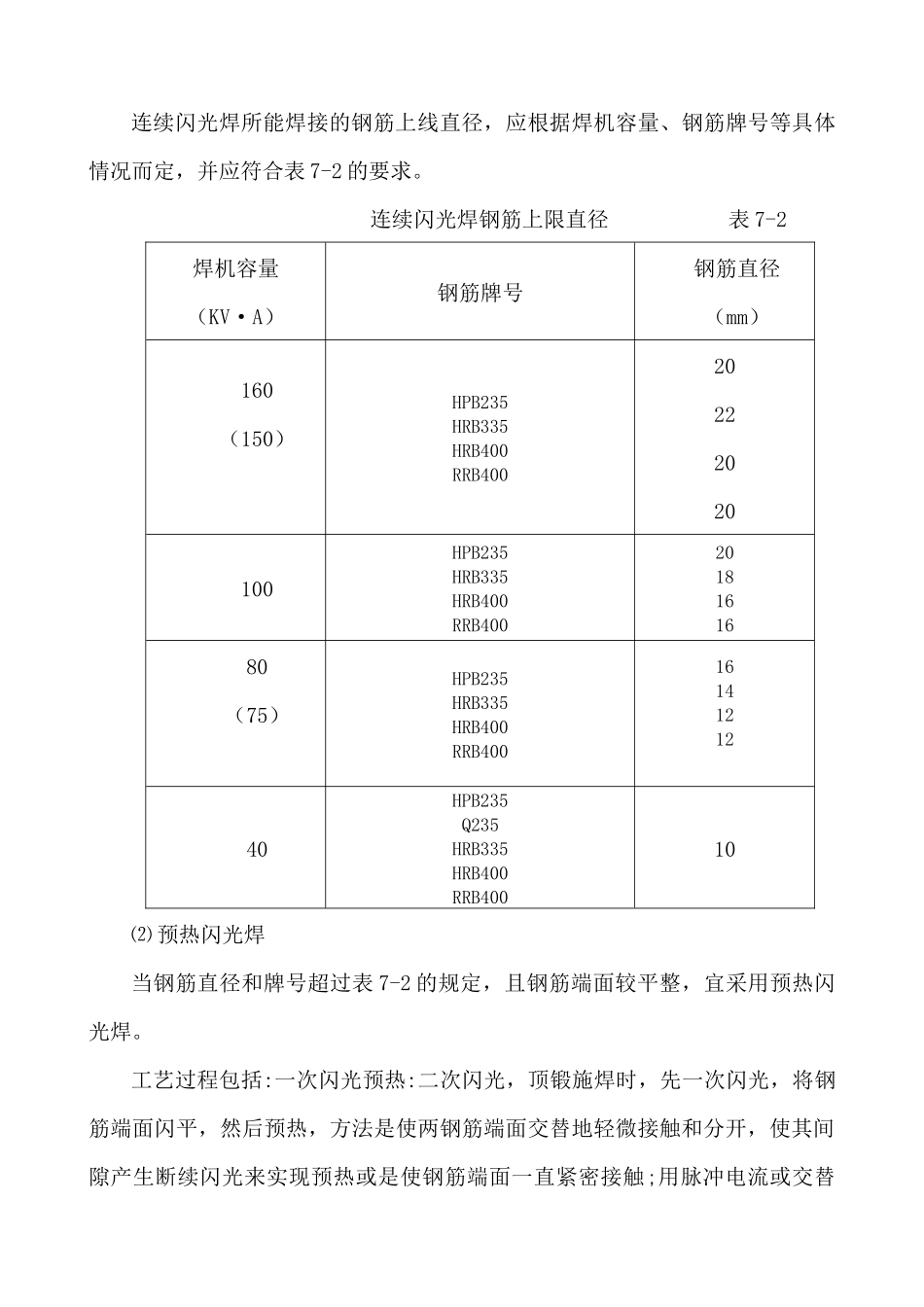
⑴ 连续闪光焊当钢筋直径小,钢筋牌号低,在表 7-2 规定范围内,可采用连续闪光对焊
工艺过程包括:连续闪光和顶锻施焊时,先闪合一次电路,使两钢筋端面轻微接触,促使钢筋间隙中产生闪光,接着徐徐移动钢筋,使两钢筋端面仍保持轻微接触,形成连续闪光过程
当闪光达到规定程度后(烧平端面,闪掉杂质,热至熔化),即以适当压力迅