三、判断题 1、G90/G91 是用于绝对/增量尺寸选择的代码,无论什么数控系统,都必须用这两个代码进行绝对/增量尺寸的转换
(错) 2、在平面内任意两点移动,用 G00 与 G01 编程的刀具运动轨迹相同,只是运动速度不同
(错) 3、G00 指令下的移动速度可以由 F 代码改变
(对) 4、用 R 指定圆弧半径大小时,当 R 为“-”值时,说明该圆弧的圆心角小于 180°
(错) 5、使用快速定位指令 G00 时,刀具运动轨迹可能是折线,因此,要注意防止出现刀具与工件干涉现象
(对) 四、简答题1、配置前置刀架和后置刀架的数控车床,加工圆弧时它的顺逆方向有何区别
答: 顺时针圆弧与逆时针圆弧的判别方法在使用 G02 或 G03 指令之前,要正确判别刀具在加工零件时是按顺时针路径作圆弧插补运动,还是按逆时针路径作圆弧插补运动
在 X—Z 平面内向 Y 轴的负方向看去,刀具相对工件进给的方向顺时针为 G02,逆时针为 G03
b 为前置刀架的情况;加工同一段圆弧时,前置刀架的数控车床所使用的圆弧插补指令 G02 (G03)与后置刀架的数控车床恰好相反
2、指令 G00 和 G01 有何区别
G00:位置定位(快速進給)
程式格式:G00X_Y_Z_; X、Y、Z:X 軸,Y 軸,Z 軸終點坐標
注意 G00 刀具的位移運動路徑不一定為一直線,而是依 各軸向位移量來決定
G00 只適合於快速定位,不適合切 削加工
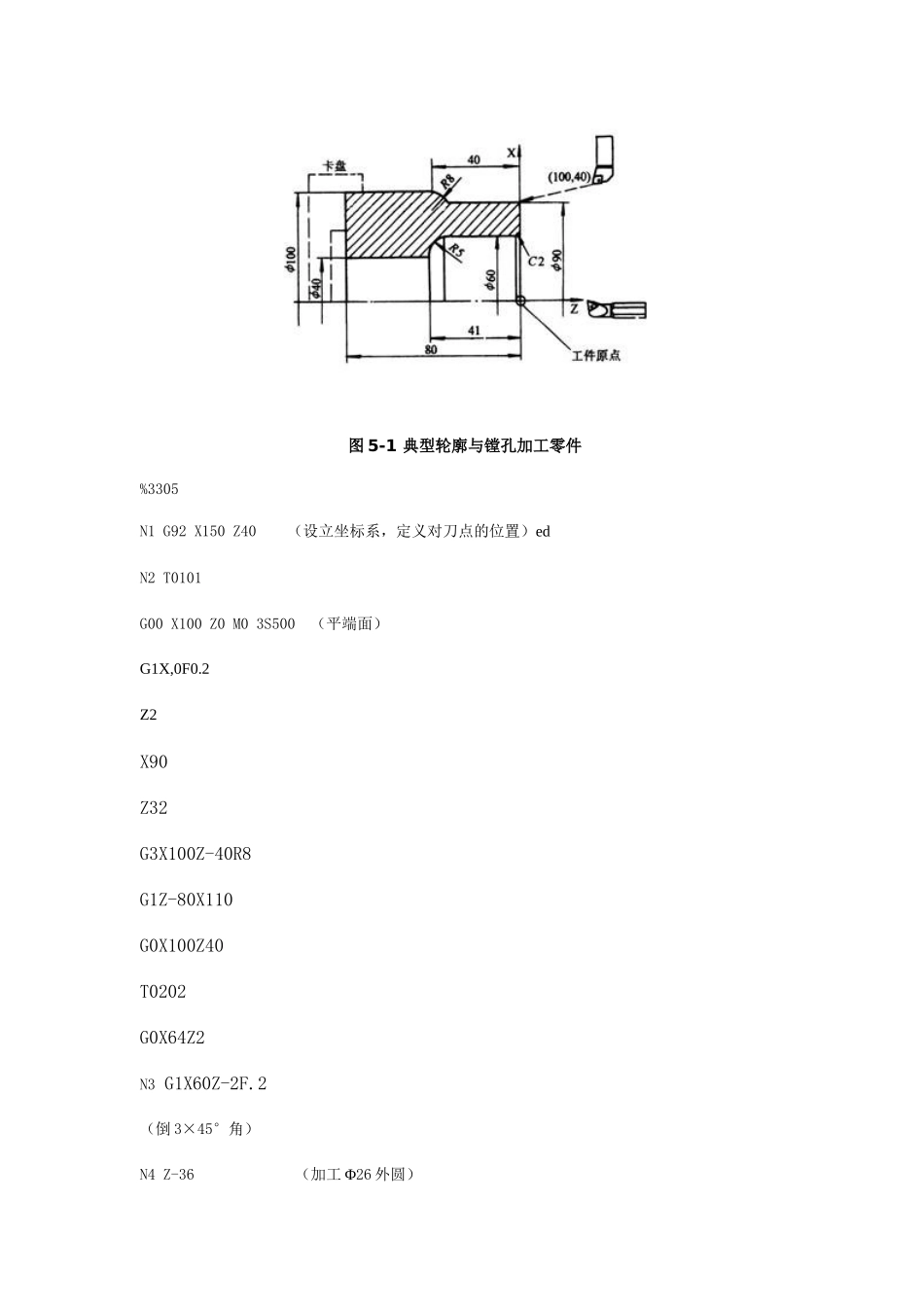
② G01:直線切指令程式格式 G01X_Y_Z_F_; 五、编程题 1、利用直线和圆弧插补指令,编写图 5-1 的外轮廓精加工程序和精镗孔加工程序
图 5-1 典型轮廓与镗孔加工零件%3305N1 G92 X150 Z40 (设立坐标系,定义对刀点的位置)edN2 T0101G00 X100 Z0 M0 3S500 (平端面)G1X,0F0
2Z2X90