金属粉末件钢模压制成形模具设计计算方法作者:北京科技大学 余智勇 李亚军摘要:在文献[1]的基础上,叙述并归纳了金属粉末钢模压制成形坯及相应的压制模具结构的设计与计算方法、内容和步骤;并介绍了一典型粉末件的设计计算结果
关键词:金属粉末;钢模压制成形;烧结;压制模具 金属粉末成形和传统的金属塑性加工工艺相类似,对于某一具体金属粉末件,在确定了其钢模压制方法后(参见文献[1]),就要根据该零件生产的有关技术要求和原始数据,包括制件的零件图、粉末成分及其工艺性能、加工工艺流程、压制方法和批量大小等,进行压制坯和压制模具设计
一、金属粉末的工艺特性和材料性能参数与压制坯计算 1
金属粉末的工艺特性和材料性能参数 在制定金属粉末压制成形工艺时,其基本特性参数有:(1)粉末松装(或摇实)密度,即压制前金属粉末在凹模内的平均密度 ρ0;(2)粉末的可压缩性,按实验数据或有关标准确定;(3)粉末的可变形程度,按实验数据或有关标准确定;(4)粉末流动应力
而在进行压制成形模具设计时,还需知道以下参数:(1)预先给定的粉末压制坯的密度ρp;(2)压制(和后续塑性加工)后制件线回弹量,用相对值 αp(αrp)或绝对量 lp(lrp)表示;(3)制件烧结后的线收缩量,用相对值 β 或绝对量 ε 表示;(4)烧结氧化或其他原因引起的质量损耗量,用相对值 ζ 表示;(5)后续塑性加工引起的制件密度增加量,用相对值 τ 表示
上述回弹与收缩量等的相对值可按下式换算成绝对值: (1)式中 A—制件的线尺寸 αp,αrp,β 值预先给出
确定压制成形方法 具备了上述技术资料和数据后,可根据实际生产条件,选择压制设备型式以及相应的压制方法,并选好压制方向,具体参见文献[1]
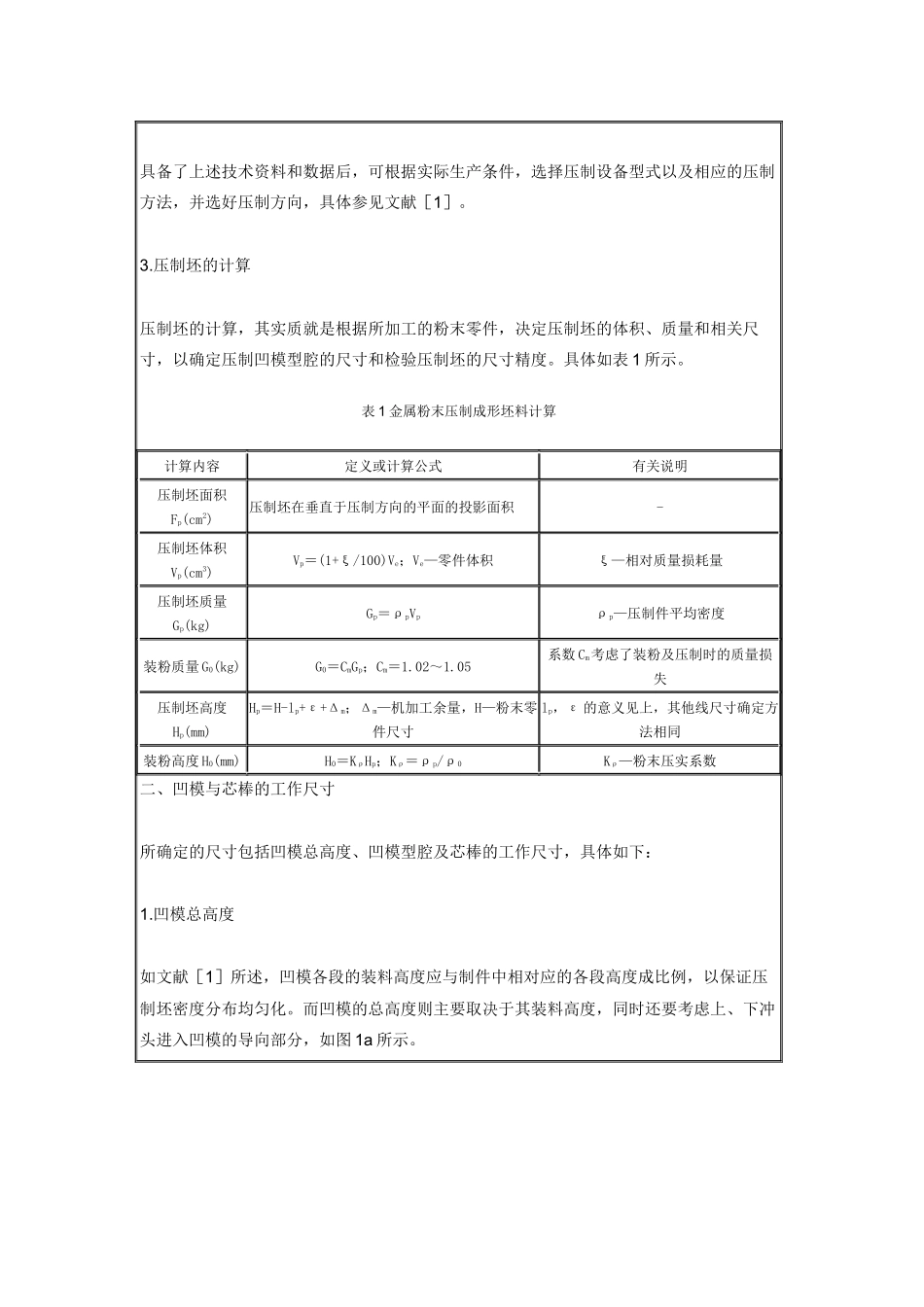
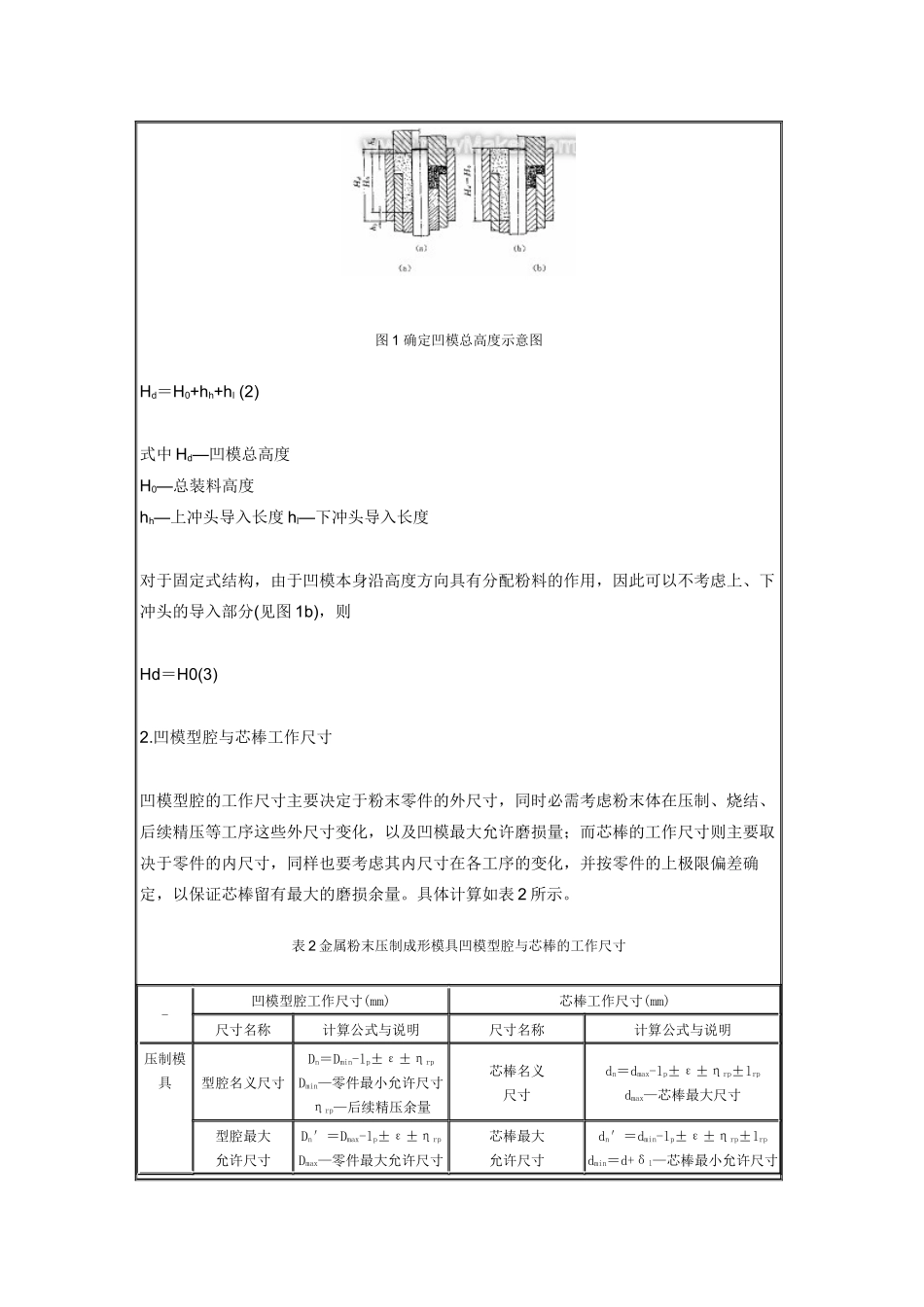
压制坯的计算 压制坯的计算,其实质就是根据所加工的粉末零件,决定压制坯的体积、质量和相关尺寸,以确定压制凹模型腔的尺