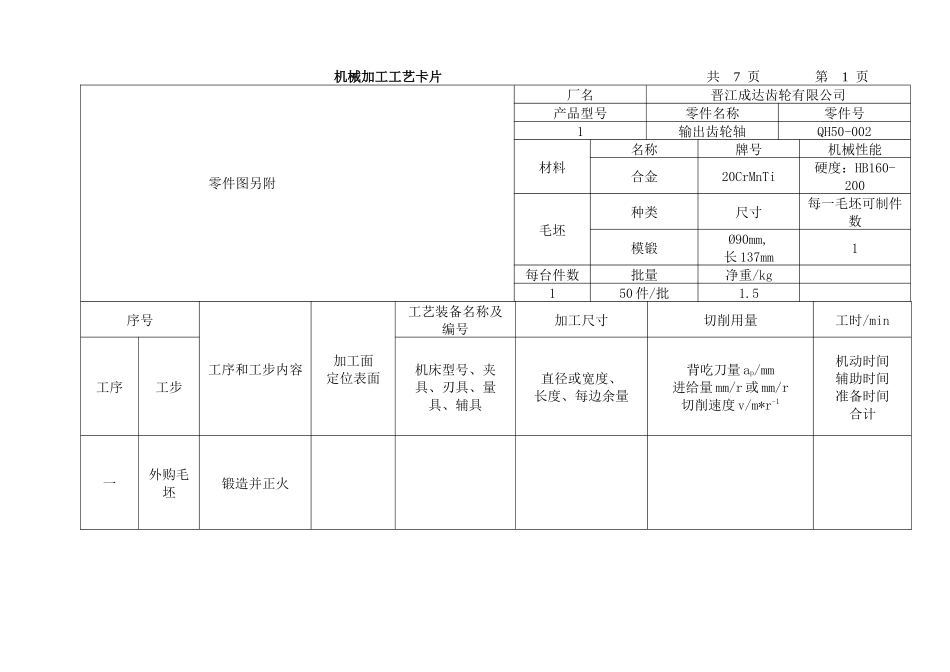
机械加工工艺卡片 共 7 页 第 1 页 零件图另附厂名晋江成达齿轮有限公司产品型号零件名称零件号1输出齿轮轴QH50-002材料名称牌号机械性能合金20CrMnTi硬度:HB160-200毛坯种类尺寸每一毛坯可制件数模锻Ø90mm,长 137mm1每台件数批量净重/kg150 件/批1
5序号工序和工步内容加工面定位表面工艺装备名称及编号加工尺寸切削用量工时/min工序工步机床型号、夹具、刃具、量具、辅具直径或宽度、长度、每边余量背吃刀量 ap/mm进给量 mm/r 或 mm/r切削速度 v/m*r-1机动时间辅助时间准备时间合计一外购毛坯锻造并正火二粗车外圆1
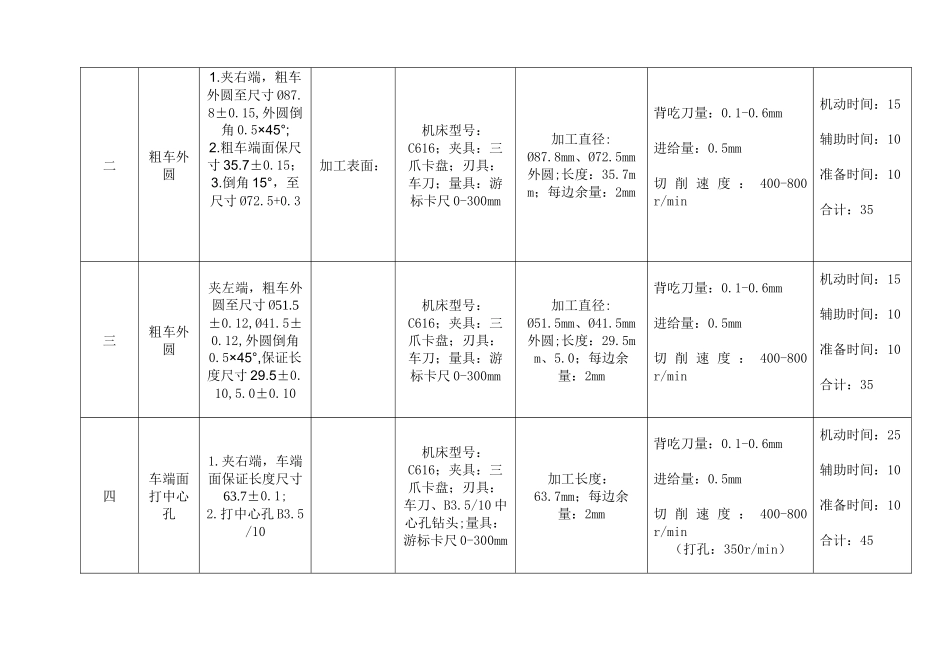
夹右端,粗车外圆至尺寸 Ø87
15,外圆倒角 0
5×45°;2
粗车端面保尺寸 35
倒角 15°,至尺寸 Ø72
3加工表面:机床型号:C616;夹具:三爪卡盘;刃具:车刀;量具:游标卡尺 0-300mm加工直径:Ø87
8mm、Ø72
5mm外圆;长度:35
7mm;每边余量:2mm背吃刀量:0
6mm进给量:0
5mm切 削 速 度 : 400-800 r/min机动时间:15辅助时间:10准备时间:10合计:35三粗车外圆夹左端,粗车外圆至尺寸 Ø51
12,Ø41
12,外圆倒角0
5×45°,保证长度尺寸 29
10机床型号:C616;夹具:三爪卡盘;刃具:车刀;量具:游标卡尺 0-300mm加工直径:Ø51
5mm、Ø41
5mm外圆;长度:29
0;每边余量:2mm背吃刀量:0
6mm进给量:0
5mm切 削 速 度 : 400-800 r/min机动时间:15辅助时间:10准备时间:10合计:35四车端面打中心孔1
夹右端,车端面保证长度尺寸63
打中心孔 B3