刀具半径补偿指令G40、G41、G42,1、刀具半径补偿的目的:在编制轮廓铣削加工的场合,如果按照刀具中心轨迹进行编程,其数据计算有时相当复杂,尤其是当刀具磨损、重磨、换新刀具而导至刀具半径变化时,必须重新计算刀具中心轨迹,修改程序,这样不既麻烦而且容易出错,又很难保证加工精度,为提高编程效率,通常以工件的实际轮廓尺寸为刀具轨迹编程,即假设计刀具中心运动轨迹是沿工件轮廓运动的,而实际的刀具运动轨迹要与工件轮廓有一个偏移量(即刀具半径),利用刀具半径补偿功能可以方便地实现这一转变,简化程序编制,机床可以自动判断补偿的方向和补偿值大小,自动计算出实际刀具中心轨迹,并按刀心轨迹运动
现代数控系统一般都设置若干个可编程刀具半径偏置寄存器,并对其进行编号,专供刀具补偿之用,可将刀具补偿参数(刀具长度、刀具半径等)存入这些寄存器中
在进行数控编程时,只需调用所需刀具半径补偿参数所对应的寄存器编号即可
实际加工时,数控系统将该编号所对应的刀具半径取出,对刀具中心轨迹进行补偿计算,生成实际的刀具中心运动轨迹
2、刀具半径补偿的方法(1)刀具半径指令从操作面板输入被补偿刀具的直径或(半径)值,将其存在刀具参数库里,在程序中采用半径补偿指令
刀具半径补偿的代码有G40、G41、G42,它们都是模态代码,G40是取消刀具半径补偿代码,机床的初始状态就是为G40
G41为刀具半径左补偿,(左刀补),G42为刀具半径右补偿(右刀补)
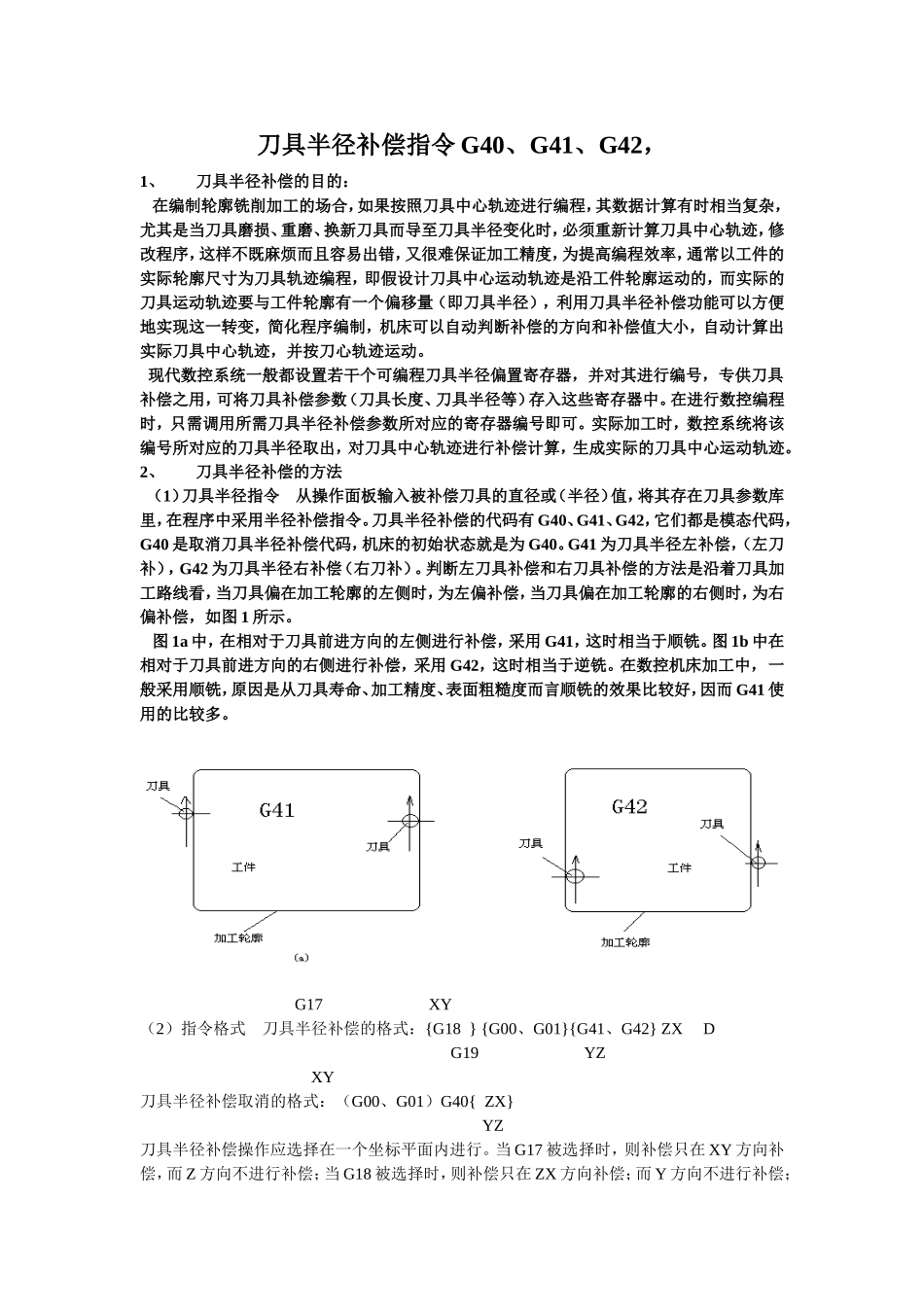
判断左刀具补偿和右刀具补偿的方法是沿着刀具加工路线看,当刀具偏在加工轮廓的左侧时,为左偏补偿,当刀具偏在加工轮廓的右侧时,为右偏补偿,如图1所示
图1a中,在相对于刀具前进方向的左侧进行补偿,采用G41,这时相当于顺铣
图1b中在相对于刀具前进方向的右侧进行补偿,采用G42,这时相当于逆铣
在数控机床加工中,一般采用顺铣,原因是从刀具寿命、加工精度、表面粗糙度而言顺铣的