1 内孔锥体螺纹轴数控加工工序卡(车) 单位名称 09 数控02 班 产品名称或代号 零件名称 图号 工序号 程序编号 夹具 使用设备 数控系统 车间 编号 夹具名称 001 O0001 O0002 0001 三爪自定心卡盘 CKA3675V FANUC 0i Mate TC 华中世纪星21T 数控加工实训车间 工步号 工步内容 刀具号 刀具规格 (mm×mm) 主轴转速n (r/min) 进给量f (mm·r-1) 背吃刀量ap (mm) 备注 (程序编号) 1 车端面 T01 20×20 600 0
5 手动 2 粗车φ40 外圆,留余量X向0
3mm ,Z向0
1mm T01 20×20 600 0
25 2 自动 (O0001、O0002) 编制 审核 批准 共 页 第 页 ××零件数控加工工序卡(铣) 单位名称 08 数控02 班 产品名称或代号 零件名称 图号 材料 工序号 程序编号 夹具 使用设备 数控系统 车间 编号 名称 001 O0003 O0004 0002 组合夹具 XK713 BV75 FANUC 0i MC 华中世纪星21M 数控加工实训车间 工步号 工步内容 刀具号 刀具规格 (mm×mm) 辅具 主轴转速n (r/min) 进给量f (mm·r-1) 背吃刀量ap (mm) 备注 (程序编号) 1 铣 M 面 T01 20×20 JT50-XM32-105 600 0
5 自动 (O0003) 5 粗铣 130 槽,留余量0
5 T05 20×20 600 0
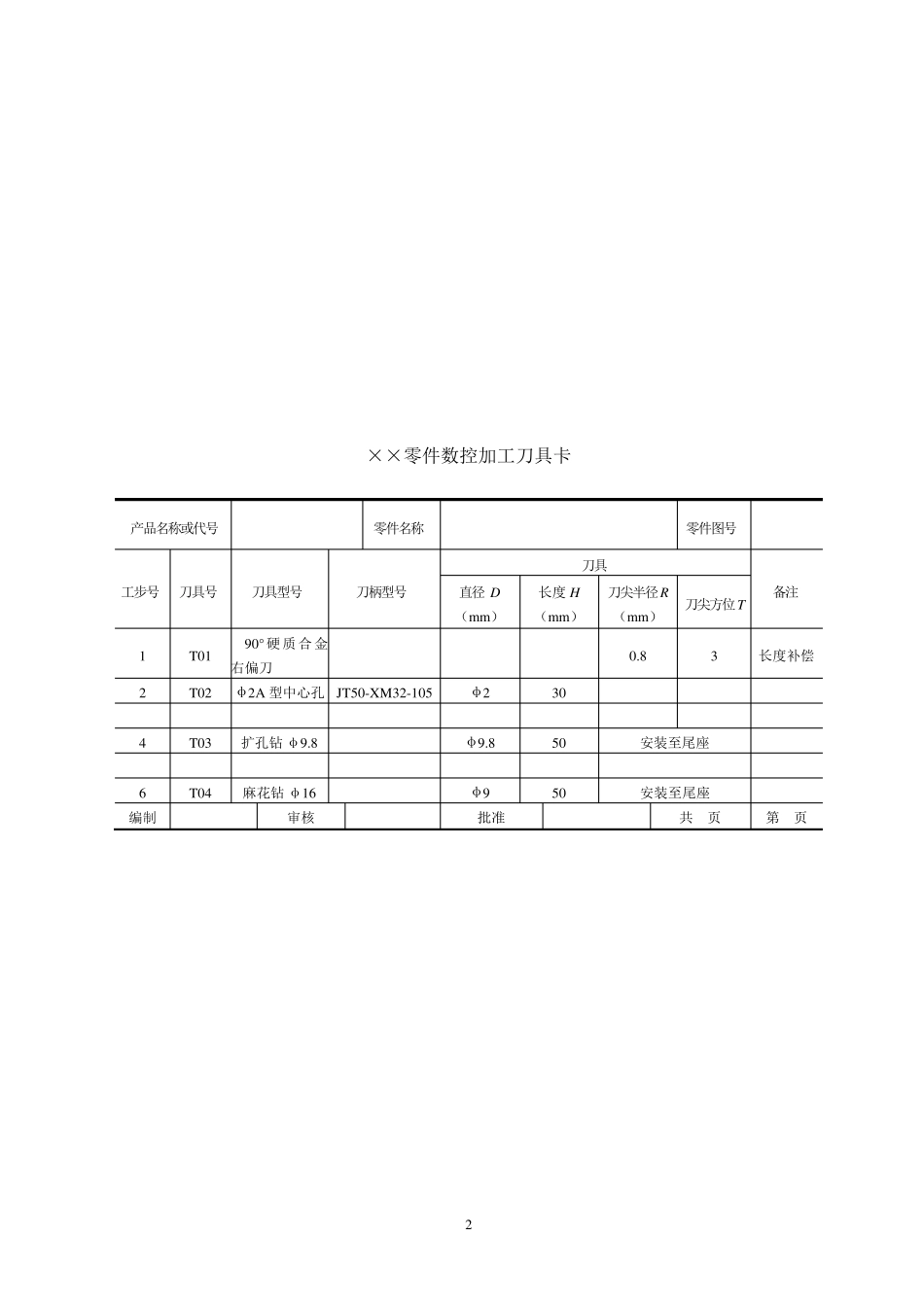
25 2 自动 (O0004) 编制 审核 批准 共 页 第 页 2 ××零件数控加工刀具卡 产品名称或代号 零件名称 零件图号 工步号 刀具号 刀具型号 刀柄型号 刀具 备注 直径 D (mm) 长度 H (mm) 刀尖半径R (mm) 刀尖方位T 1 T01 90°